Back on “How The Sensei Sees” I got a question / comment from an old friend and very early teacher of mine. I invite you to see the comments, my response, and to chime in.
Chatter in an ISO Process
I have been in, or encountered, a number of organizations which had (or were working on) ISO-900x quality registrations. While I am fully aware of the intent of the ISO requirements, in the cases I have seen, the effect seems to fall well short of the goal.
On the surface, the types of processes mandated by ISO 9001 seem quite reasonable. They require knowing what your processes are, having documentation for them, and having systems that address problems to root cause.
The requirements are not a lot different from what I mentioned a couple of posts ago in Chatter as Signal. The example of the U.S. Navy’s nuclear propulsion operations would certainly meet the criteria (and then some).
So the question is:
What is fundamentally different about an organization with a “paper only” ISO certification that struggles with chaos every day vs. one which is truly process driven (whether they have an ISO certification or not)?
Chatter as noise.
Chatter as signal.
The Importance of Heijunka
My friend Tom poses an interesting question to production managers:
“If I ask you to produce different quantities and types of products every day, what quantity of people, materials, machines, and space do you need?”
Of course the answer is usually, at best, inarticulate and, at worst, a blank stare. There isn’t any way to know. Add to this the well-established research of the “bullwhip effect” which amplifies the magnitude of these fluctuations as you move up the supply chain, and it is easy to see the suppliers are really set up to fail.
Then he asks another question:
“If I ask you to produce the same quantities and types of products every day, or every hour, could you then answer the question?”
And, of course, the answer is that this is a “no brainer.” It would be very easy.
So the rhetorical question to ask is: Why does Toyota place such emphasis on heijunka?”
But my question is “Why don’t we all do it?”
Heijunka is a process of dampening variation from the production schedule. In English it is called “production leveling.” It comes in two steps:
- Leveling the daily workload – smoothing out variations in the overall takt time.
- Leveling the product mix within the daily work load – smoothing out variations in the demand from upstream processes.
Production leveling, however, is difficult, and the management has to have the fortitude to do it. Honestly, most don’t. They don’t like to deliberately set the necessary inventory and backlog buffers into place. So I’d like to explore some of the consequences of not doing it and then ask if these costs are worth it.
Consider this analogy.
Take a look at what modifications are necessary for a vehicle to traverse a rough, irregular road. The suspension must be beefed up, more power is required, the drive train is far more complex for 4×4. The road itself is unmarked, so the driver does not know where he is or where he is going without sophisticated navigation equipment.
Most of this additional hardware is actually unnecessary most of the time. But it might be needed, so it has to be there… just in case.
The driver of this vehicle is primarily concerned with what is right in front of the vehicle, and far less concerned about what is a mile (or even a few dozen meters) up the road. He will deal with that problem when he comes to it. Driving in this environment requires skill, training, experience, and continuous vigilance. People do this for recreation just for these reasons.
Now smooth out the road. Straighten out the hard curves. Give it some pavement. Put in signs so it is possible to navigate as you go. The same speed can be maintained by a vehicle which is lighter, has less power, a simpler drive system, a simpler suspension. Even though the engine is smaller, it is more efficient because it can run at a constant power output, the sudden accelerations are not necessary. Everything is easier.
The vehicle is much less expensive and much more efficient. The driver’s task is far simpler.
When you allow outside-induced variation to work its way through your system, you are putting potholes in the road. You are introducing sudden turns, sudden changes. Sometimes you are washing out entire bridges. People must be more and more vigilant and they simply miss more things. Their mental planning horizon shrinks to what they are working on right now, and maybe the next job. They certainly aren’t checking what they need tomorrow. They will worry about that in the morning.
The Effect on Materials
Even in the worst managed operations, people generally want to be able to provide what they are supposed to. They are motivated to be “good suppliers.” They also intrinsically understand that if they are idle (not producing) this is not good. Even if they are not provided with the tools and resources to do so, they will do the best they can to succeed – even if those things hurt the overall organization.
(I should note that most “management by measurement” systems actually encourage people to do things that hurt the overall organization, but that is another article.)
When these well meaning people encounter problems, they try to mitigate the effects of those problems with the resources they have available.
- If their upstream suppliers do not deliver reliably they will add inventory so they have what they need.
- Likewise, if their upstream suppliers do not deliver good quality, they will add some more inventory to make sure they have enough good material.
- If there is quality fallout within their own process, they will add inventory and up production to cover that. By the way, that increase of production also increases the demand on the upstream suppliers, sometimes in unpredictable ways.
- If their customers have irregular demand patterns, they will add inventory so the customers can have what they need, when they need it.
- If there is batch transportation either upstream or downstream from them, they have to accumulate inventory for shipping.
- If there are on a different shift schedule from either their customer or supplier, inventory accumulates to accommodate the mismatch.
Do you notice a theme here? The key point is: Without the system level view from their leadership, and without the problem solving support, all they can do is add inventory to cope.
Without leveling, any variation in demand will propagate upstream. At each step, two things happen:
- Processes that accumulate and batch orders progressively add to the amplitude of the variation.
- Irregularities within each process are added to the variation that comes from the customer.
By the time this hits your supply base, it is a tsunami. First the beach goes dry as it looks like the order base has dried up. (This is why you need to constantly reassure your suppliers with a forecast – because they can’t see regularity in your orders.) Then all of that water comes rushing in at once – and your suppliers can’t cope. Worse, they may have allocated the capacity elsewhere because they were tired of waiting on you. Lead times go up, things get ugly.
But even internally, all of this self-protection just adds more and more noise to the system.
So they add more and more inventory.
For a management team that is reluctant to deliberately add some inventory or backlog buffer to contain sources of variation and protect the rest of the system here is some news: Your people are already doing it, and in aggregate, they are adding FAR more inventory than would be needed with a systematic approach. They can only see the local problems, and each is just trying to be reliable – even if their efforts work in the opposite direction and actually introduce more variation into the system.
The Effect on People
I live in the Pacific Northwest of the USA. A fact of life living here is that, occasionally, the earth literally moves under our feet. I can tell you from experience that this is psychologically unsettling.
In our factories we do the same thing to people when the schedule changes every day. In the name of flexibility we shift requirements up and down. Add to that chasing shortages and hot list jobs around, and the daily work place is chaos. People are not sure if they are succeeding. Or, at best, they declare victory because they were not buried today.
Daily kaizen? That is just not going to happen in this environment. When you start talking about introducing flow, you threaten the self-protecting inventory buffers, and I can assure you that you will have a fight on your hands. Why? Because your people believe they need these buffers to get the job done – the job you want them to do. Now you are taking that away? Are you insane?
This is why it is critical to establish a basic takt as early as possible, then immediately start aligning the expectation to just meeting that takt.
Anything that keeps people from meeting takt becomes a problem and must be addressed. This is jidoka. Heijunka is a block in the foundation of the TPS “house” for a reason. Unless people are standing on solid ground, they can’t even consider anything like “just in time” or “stop and respond to problems” because they are spending all of their mental bandwidth just trying to figure out what is going on hour by hour.
Conclusion
When I was a military officer, we were trained in tactics designed to present our opponent with a constantly changing picture of what was happening. We wanted to inject as much confusion and uncertainty as possible. The mechanics of defeat on the battlefield are simple: The force subjected to this first shifts from action to reaction. They lose initiative, and therefore lose psychological control. Next the horizontal control linkages start breaking down. Each sub-unit starts to feel isolated from the others. They feel less a team and more on their own. Then, as more and more of their attention is shifted to self-preservation, the vertical chain of command breaks down. Each sub-unit is now mentally isolated and can be defeated in detail.
Ironically many factories are managed such that the workers on the shop floor are subjected to exactly these same conditions – and we wonder why they have a cynical view. We are defeating ourselves.
Chatter as Signal
As I promised, I am going to continue to over-play the afternoon my team spent with Steven Spear.
In his forthcoming book “Chasing the Rabbit” (to be published in the fall), he profiles what is different about those companies which seem to easily be increasing their lead against competitors when there is no apparent external advantage.
One of the core concepts he discussed was the nature of complexity in organizations, processes and products. It is the way this complexity is managed and handled that distinguishes the leaders from the pack of competitors that are fighting and jostling for second place.
In a complex system, there are invariably things people miss. Something is not defined, is ambiguous, or just plain wrong. These little things cause imperfection in the way people do things. They encounter these unexpected issues, and have to resolve them to get the job done.
This is “chatter” in Spear’s words. The sound made when imperfect parts try to mesh together.
Most organizations accept that they cannot possibly think of everything, that some degree of chatter is going to occur, and that people on the spot are paid to deal with it. That is, after all, their job. And the ones that are good at dealing with it are usually the ones who are spotlighted as the star performers.
The underlying assumptions here are:
- Our processes and systems are complex.
- We can’t possibly think of and plan for anything that might go wrong.
- It is not realistic to expect perfection.
- “Chatter is noise” and an inevitable part of the way things are in our business.
On the other hand, the organizations that are pulling further and further ahead take a different view.
Their underlying assumptions start out the same, then take a significant turn.
- Our processes and systems are complex.
- We can’t possibly think of and plan for anything that might go wrong.
- But we believe perfection is possible.
- “Chatter is signal” and it tells us where we need to address something we missed.
We have all heard about Toyota’s jidoka and andon processes, so let me bring out another example, again, that was used by Spear.
The U.S. Navy has been operating nuclear reactors with a 100% (reactor) safety record for nearly (over?) 50 years. And they operate a lot of nuclear reactors. When they started, they were in totally new and unfamiliar territory – they were doing things that had never been done before. In fact, no one was even sure if it was possible.
They asked the question: How should this nuclear reactor be operated? They answered it with a set of incredibly specific procedures which everyone was expected to follow – exactly, without deviation in any way. These procedures represent the body of experience and knowledge of the U.S. Navy for operating nuclear reactors.
Here is the key point: ANYONE who departs from the procedure, in any way, no matter how trivial or minor, must report “an incident” which rockets up the chain of command. The reasons for the departure are understood. If there was something outside the scope of the procedure, the new procedure covers it. If something was unclear, it is clarified.
This may not be the Toyota Production System at work, but it is a version of something that makes it work: Jidoka.
If the process is not working, can not work, or conditions are not exactly as specified for the process to succeed, then STOP the process, understand the condition, correct it, restore the system to safe, quality operation, and address the reason it was necessary to do this.
Chatter is signal.
So – at a Toyota assembly line in Japan some years ago, I observed a Team Member drop a bolt. He pulled the andon cord and signaled a problem.
More about Overburden (Muri) in Health Care
The last post got way too long, and I wanted to get it out there. But of course, there are afterthoughts.
At a level higher than simple process chaos, overburden hits the entire organization when perceived demand is significantly greater than perceived capacity.
As I noted in the earlier post, segregating what should be routine from the true exceptions goes a long way, especially when there is work to continuously improve execution of routine things. This results in less capacity being used to process routine, and therefore, more capacity available to handle the true emergent stuff.
The next phase is to repeat the process, step by step, on the exceptions. Identify what makes them exceptions. Is there another process that can be isolated and segregated? Can you move something from “exception” to “routine” in some way?
Then look at what is left.
About 20 years ago, Philip Agre wrote a seminal PhD Dissertation at M.I.T. called “The Dynamic Structures of Everyday Life.” If you can find it, read it. This work was a major contributor to turning the science of symbolic artificial intelligence on its head. One of his conclusions was that almost everything we do is routine, and we do non-routine things in routine ways.
This thinking applies to complex, one-of-a-kind process situations. What “experience” brings to the table is knowing what things, that we know how to do routinely must be done; in what order; to gain control of the uncontrolled; and get the desired outcome.
In our heads, this is much messier than we want to believe it is. Fundamentally what we do is to try something we believe will have a certain effect, then see what effect it actually has. If the effect is the one we predicted, then we are one step closer to control and the stage is set for the next action; if not then we learn what did not work, gain a bit more understanding and try something else.
This is also how we build that thing called “experience” step by step, stretching our understanding, moving what we do not know into what we do. We do this as individuals, but it is only a truly exceptional organization that can do it as an institution. Learning is a process of prediction, testing and comparison.
The objective in these situations is to move an unknown, uncontrolled situation gradually toward familiar ground and make it into something routine.
Steven Spear quoted a health care worker that summed it up pretty well: “Air goes in and out, blood goes round and round. If either of those is not happening, we have a problem.” And in the most extreme medical emergency, the first steps are always to stabilize vital signs so that the patient will live long enough for the caregivers to understand the problem and develop countermeasures.
This is still, however, a customized sequence of tasks that should, themselves, be routine. Only the macro level varies. The more that can be done to stabilize the delivery of treatment to the patient, the less harried people will feel. They should not worry about the small things so they can pay attention to the big things.
The weak points in a complex system are the interconnections. People are not sure who should do, or has done, what. There are repeated transfers from one caregiver to another, often with far less than complete information – leaving it to the next caregiver to assess the situation all over again. Every time this happens presents an opportunity to overlook or misinterpret something that is already known.
By working very hard on execution of the things that should be routine, that much more mental capacity is made available to care for the patients. This means attacking ambiguity where ever it is found.
Mura, Muri (and Muda) in Health Care
Corrie van den Hoek, a regular reader and correspondent from The Netherlands, is working on applying kaizen in the health care industry. She left a comment on ‘The White Board’ asking my thoughts on the concepts of mura and muri in the health care field.
I think it is first important to define the terms because (1) Not everyone has heard them and (2) The translations from Japanese can differ a bit.
Mura is usually translated as “inconsistency.”
Muri is usually translated as “overburden.”
Mura and Muri are the brothers of the better-known Muda, which, of course, translates as “waste” or “unnecessary work.”
I am aware that it is possible to split hairs on the translations, but I think these suffice for the sake of discussion.
Like any industry, Health Care has a product to deliver (treatment of patients) and the administrative processes that support the care givers, patients, and keep it running as a business. There is huge room for improvement in both of these areas, and of course problems in one have impact on the other.
I started to get to these issues in this post, but did not go into any depth. The cool thing is that the article I was writing about in a general sense is actually written from a health care context. So I highly recommend reading it as some additional background.
Muri – Overburden – “Asking the unreasonable or impossible.”
In the article, Tucker and Edmondson refer to an “error” as doing something inappropriate or unnecessary, and a “problem” as something which interferes with accomplishing a task in the specified way.
Problems as Overburden
They cite a typical example of a problem. A Team Member’s task is to change linens. This task is routine. She goes to the storage area for linens on her floor, and finds none. She goes to another floor, and perhaps another, and ultimately finds the linens she needs, then returns to the task she was trying to accomplish in the first place. (She at least did not have to hire a taxi to deliver fresh linens from the service, as other caregivers reported they had done.)
At the end of the shift, however, I would wager this Team Member wasn’t able to get everything done. Or she had to hurry to do things. Perhaps the work left undone is now passed to someone else and will disrupt their work. All of this is an example of overburden – asking (or implicitly expecting) Team Members to do more than they should, or more than they can. At the very least, the floor she took the linens from now has fewer than they probably need, and another safari will be launched from that floor tomorrow.
In this case, the Team Member is implicitly expected to “do what must be done” in order to deliver care. There are no avenues to address, or even call out, the existence of these problems. Calling them out carries at least an implied professional or psychological risk of being branded a complainer, or “not a team player.”
Indeed, working around these kinds of issues is a major source of satisfaction and pride in the work culture. I quote from a quote in the article:
Working around problems is just part of my job. By being able to get IV bags or whatever else I need, it enables me to do my job and to have a positive impact on a person’s life – like being able to get them clean linen. And I am the kind of person who does not just get one set of linen, I will bring back several for the other nurses.
For management, the question is a simple one: Is this task one which you would deliberately design into this person’s work process? If not, then question why it must be done at all. But you can’t just question it. That implies the person doing it is doing something wrong. She isn’t. She is doing exactly what must be done to do the job she was given. Question why it must be done so you can remove the necessity to do it.
The Muri of Unnecessary Life-and-Death Decisions
Overburden is also the case where a Team Member is asked to make multiple perfect decisions in high-stress situations. I am not talking about deliberate decisions about, for example, what type of care to deliver. Rather I am talking about the simple decisions that are repeatedly forced on Team Members during the routine delivery of care. Many of these seemingly simple decisions are overburden because the Team Member should not be asked to make them at all. Making them adds to the work stress because, in medical care delivery, the consequences of an error can be catastrophic in terms of “negative patient outcome.”
A case that comes up time and time again in examples I hear – both from literature and in my own conversation with people inside the system is a classic one: A Team Member selects the wrong small vial of colorless liquid from a shelf or tray and injects it into a patient. Sometimes this is harmless. Other times it is fatal. These mistakes, however, only get the attention of the system when there is harm to the patient. And the attention of the system is nearly always focused on finding out who did it and assigning blame.
Steven Spear recounts a typical case in Fixing Health Care From The Inside.
He cites an investigation into a case where a woman recovering from routine surgery suddenly developed seizures. Her blood sugar level crashed, she lapsed into coma and died. Here is a key point from the investigation:
a nurse had responded to an alarm indicating that an arterial line had been blocked by a blood clot, and he had meant to flush the line with an anticoagulant, heparin. There was, however, no evidence that any heparin had been administered. What investigators did find was a used vial of insulin on the medication cart outside Mrs. Grant’s room, even though she had no condition for which insulin would be needed.
Instead of asking “Why did the care giver administer insulin instead of heparin?” how about asking “Why was insulin even in the room in the first place? This is simple 5S – eliminating the things that are not needed. Actually no. This is somewhat advanced 5S, because it is eliminating the things that are not needed NOW. Perhaps it is appropriate to have insulin in the room for some patients. But it apparently was not appropriate for this patient. And even if there are non-routine conditions which could require insulin, then the insulin should be stored in a place that forces a conscious and deliberate decision to retrieve it.
Key Point: Separate the routine from the non-routine. Separate normal from abnormal.
Another example was cited directly to me by a friend who works in Health Care. In another big-name big-city hospital a woman was in routine surgery. A staffer in the operating room chose between two clear vials of clear liquid, picked up the wrong one, and administered a cleaning substance to the patient, killing her.
Of course this scenario begs exactly the same questions as the one above it. If it doesn’t go into the patient, why is it in the room at the same time the patient is? And if must be in the room, why is it accessible in a routine way to a routine process?
Spear points out that for every death or serious injury there are many instances of these errors that do not result in serious problems, and many times that number of instances where the error is almost made, but it caught and corrected in time.
This is, in my opinion, a form of “overburden” because people are being asked to make decisions that have life-and-death consequences, and those decisions are entirely unnecessary if someone would only ask “Why did this person have to choose?” instead of “Who made the wrong choice” or (a little bit better) “Why was the wrong choice made?”
Whenever we inject ambiguity into the situation (or even allow ambiguity to persist) we are expecting someone – who may not expect it – to see it and resolve it.
Countermeasures:
Most times the proposed solution is around better labeling and identification. But I would like to suggest that “mistake proofing” is actually a process of:
- Systemically eliminating sources of errors by eliminating choices;
- If that can’t be done then putting up barriers that stop the process if an error is about to occur;
- and if that can’t be done by doing something that breaks unconscious routine in a way that forces the person to notice the impending error.
Better labeling falls into the third category here. Ask tougher questions, and support your people better.
What about Mura, or inconsistency?
Traditionally this is about a widely varying workload. In industry, the countermeasures are to establish a takt time, apply production leveling, set cycle times to the takt, and in general, work hard to keep the workload as even as possible. There are a lot of good benefits to this and the performance of the companies that do it very well suggests that doing it is worth the perceived costs and trouble.
One of the things frequently cited by Health Care is how their workload is wildly variant and unpredictable. These perceptions are certainly not unique to Health Care, but it is probably worthwhile exploring the situation from their context. I certainly don’t expect the Health Care community to make the leap from consumer goods or dump trucks to patient workloads and processing insurance claims.
Based on my limited dealing with Health Care, I am going to do a little conjecture, then attempt to go from there. If I am totally off base with my assumptions, feel free to correct me in a comment, and I’ll re-think.
As I see it, two big drivers for high day-to-day variation of demand on the system are:
- Patients can show up at any time. This is especially true in Emergency Services, where, by definition, demand is unprogrammed.
- Each individual case is potentially unique, or at the least, any one of them could go from routine to non-routine at any time.
Does that about capture it?
Shifting The Thinking A Bit
Not everything I propose here will work every time – there are true exceptions out there. But, in general, at least one of these concepts have usually helped people find some foundation of stability they can leverage.
Rather than looking at a varying aggregate workload, start breaking things down into individual streams, and finding components of stability within the variation.
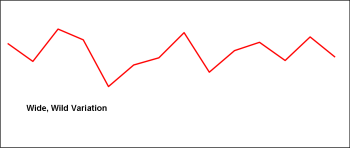
This graph represents a wildly varying workload. Most reasonable people are going to look at this and conclude they pretty much have to either be ready for anything, in any form, at any time.
But even in the face of wide demand swings, it is a rare operation the experiences -zero- or close to zero demand. There is some element which is reliable. Perhaps that element is small, but, at some level, it is usually there.
At first you probably won’t be able to control the wide swings, but what you can do is apply the principle of isolating instability.
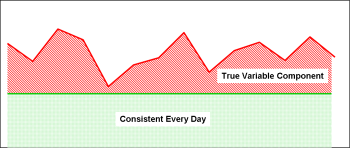
This is exactly the same graph as the first one. The difference is the shading. The consistent part of the workload is shaded in green, the unstable or varying workload is shaded in red.
If you look for sources of stability, vs. causes or sources of instability, most operations can usually find something to leverage. This works particularly well in administrative processes, but I’ll work on applying it to the care-delivery flow in a bit.
An Administrative Flow
(Thanks to the GHC team for making me think about this in their context)
Imagine, if you will, a routine administrative process that is carried out many times a day. Many, if not most, of these processes involve something along the lines of:
- Getting some initial piece of information that triggers the process itself.
- Confirming known information, frequently doing routine research to gather more information.
- Summarizing that information in some formal manner – a report, a request, a transaction.
In my little example a process just like this one was experiencing wildly varying workloads from day to day. Some days they could process 15 or more, other days they would get bogged down with one. Some days they would receive a lot, other days they would receive a few. The Arrivals followed all of the queuing models – work arrived in batches, in distribution biased to the right, with a long left tail. The team was working Saturdays and long hours just to keep up, and was often getting further and further behind.
To level the workload we had to do two things. First, we needed to understand the actual demand over some reasonable period of time. We took a week since that time interval matched the kinds of deadlines they were usually under. Your mileage may vary. Based on that, we looked at how many per day they needed to get through, every day, to keep up with the demand they were experiencing. From that we established a nominal takt time of an hour.
For the cases that arrived reasonably complete, and were reasonably routine, one person could easily complete the work in an hour. The first countermeasure, therefore, was to put an upstream filter into place. The idea was that one person would be dedicated to routine transactions. The supervisor would do a quick review for completeness, and if the “routine” criteria were met, they would be placed in the appropriate work queue.
This process had a built-in check. The assumption being tested was that a complete case should take an hour to process, never longer. If a case took longer than an hour to process, it should not have been placed in the “routine work queue.” Thus, at the 60 minute mark, if the processor was not done, he kicked that one out of the work queue, back to the supervisor and started the next one.
This process immediately stabilized and accelerated the throughput on the vast majority of cases which were, in fact, routine. Everything went faster because they were no longer stopping the entire train to deal with an exception. The routine stuff went through routinely. They isolated variable processing from routine processing.
Of course they didn’t ignore the abnormal cases. There were two types of exceptions to handle.
- The case that should have been routine, but was not because it was lacking something required to process it.
- The case was truly an exception – something difficult or complicated, which even with complete information, requires more work than normal to be processed.
In the first few weeks, the team had a lot of cases get kicked out of the “routine” work queue. Then the numbers started to drop. This is because, each time, the team learned a little more about what causes line stops, and did a little better job:
- Defining what they needed from their upstream processes, and making sure they got it.
- Screening the incoming work to make sure it was set to process routinely and quickly.
What about the true exceptions? These, of course, remained. But they no longer clogged up the pipeline and stopped processing of the routine. The true exceptions were managed from a priority queue with a visual control. The other team members would pick the next one on the queue, and work it. The group’s supervisor could re-shuffle the work queue at any point, so the most important was always the next one to be picked. However, as a rule, he would not interrupt a Team Member from one case to work another.
Over a fairly short period of time, the group’s throughput went up dramatically, they were no longer working weekends and overtime, and there was far less rework involved because they were catching the reasons for rework up front.
Now, apply this same thinking to any transaction that occurs in your Health Care arena. Processing insurance claims (or other financial transaction), for example, seems like something fairly similar to this.
But here is the point: Isolate the routine from the true exceptions. Establish a routine process to do routine things in routine ways. Process the exceptions separately.
What about delivery of care?
This gets a little trickier, but I think the same basic processes apply. If you think about it, most Emergency Rooms already do this with triage. But where they fall short is in establishing routines to do routine things, and having checks in place to make sure those things are happening as specified.
Thus, even with the best of intentions, the exceptions become the norm because they are allowed to become the norm.
Let’s look at routine, scheduled, surgery. There are fixed sequences of steps to prepare the patient, prepare the facility, and prepare the team. But I would contend that, even though “everybody knows what to do” there isn’t an expectation that everybody does it a particular way. The “Who does What, When” is not part of the expected routine. Thus, people don’t expect routine things to actually BE routine, so the non-routine things that mess up the process are taken as a matter of course.
Instead, assume that a routine, smooth, consistent process is possible. Then look for what keeps it from being ideal, and embrace those little things as kaizen opportunities… then address them!
This post is MUCH longer than I set out to make it. But I think the original question gets to the very core of the work most Health Care organizations need to tackle. I am going to stop writing, and throw it out there. I apologize if it is a little unpolished.
Hopefully it will generate a little discussion.
Jim Collins: “Good to Great” Website
Jim Collins book “Good to Great” has been a best selling business book for several years. But I am not so sure everyone knows about Jim Collins web site. It as on-line mini-lectures, and much more material that reinforces the concepts outlined in the book.
As for how the concepts in the book relate to “lean thinking” – I believe they are 100% congruent. Examining Toyota in the context of the model outlined in the book shows everything Collins calls out as the crucial factors that separate sustainable improvement from the flash-in-the-pan unsustainable variety.
The only difference I can see between Toyota and the companies that were profiled is that Toyota has had these ingredients pretty much from the beginning, and Collins’ research was looking at companies that acquired them well into their existence.
How The Sensei Sees
Steven Spear told an interesting story in our session with him.
A Toyota sensei, very senior, was looking at a process unlike anything in his previous experience base. The researchers watching expected him to do “analysis by analogy” – to take what he observed, find a matching analogy in his deep experience, and then draw conclusions about the current situation.
This model, by the way, is a commonly accepted one for how “experts” work with new situations.
But that isn’t what happened. The insights were very fundamental, and quite specific to the process he was seeing for the first time.
The way he worked was revealed in the way he described the issues.
“Ideally,” he would say, “it should be ___________ . But the problem is __________ .”
In describing the “problem” he would describe the departure from the ideal situation. In so doing he was seeing problems, not as “seeing waste” but as seeing “departure from the ideal.”
This was, at least for me, a fairly significant ah-ha. I realized two things immediately.
- If I may be so bold, I got some insight into what I did in the same situation. At the risk of over-stating myself, I have found I am fairly good at getting to the core issues when looking at a process. Becoming a little more concious about it will, first, let me be better at it and, more importantly it will allow me to be much better at teaching others to do it.
- Tying back to #1, we teach this wrong. We teach people to look for “waste.” We teach them to look for ways to “make the process better.” We are always measuring “what could be” from a baseline of “what is.” This is totally backwards.
What we should be doing is measuring “what is” from a baseline of “what is perfect?”
What is the difference? I think it is important on a couple of levels. First is simple engagement of the workforce.
Ask someone “How can we make your work better than it is?” And the question carries all kinds of baggage. It says “Obviously you don’t do it as well as you could.” Whether or not it is meant this way is irrelevant. That is how it, all too often, comes across. The common symptom of this thinking is when you hear “This is as good as we can make it.”
Ask, instead, “Where is this process imperfect?” or “What gets in your way of doing this perfectly?” and you disarm the above objection. Anyone who works in the midst of complexity encounters dozens or hundreds of things every day that must be worked around or somehow coped with. All of those things take time, effort, energy, and each decision about how to handle something unforseen brings in the possibility of getting it wrong – making a mistake.
Think about it – how many mistakes result from someone just trying to figure out what should be done to correct some kind of anomaly, and making the wrong judgment?
Over the next few posts I am going to continue to beat these concepts to death from different angles. Forgive me in advance – it is my way of exploring it in my mind, and I am using you, the reader, as a sounding board. Writing things down forces me to think about them in more detail.
Toyota falls short of GM in global sales – Yahoo News… So What?
Toyota falls short of GM in global sales – Yahoo News
This news article is interesting, because it totally misses the point.
First, in the fine print, Toyota fell short of GM, yes, by about 3,000 total cars out of about 9.3 million cars. So, in my book, that is a tie because +/- a couple of thousand out of nearly 10 million is just noise.
But what is missed is the bottom line – profit.
Take a look at the numbers that matter:
- For Toyota
- For General Motors
- For Ford
These results are not something that comes from a quarter-by-quarter strategy to “maximize shareholder value.” Rather they come from a consistent year-to-year pursuit of being an ever-better supplier to their customers.
So many companies equate top-line sales with success. Apparently the press does as well – assigning significant meaning to “total number of cars sold” without even mentioning the simple fact that one company is giving them away at a loss, and the other is actually making money.
Upgrade and New Look
As you may have noticed, there is a new look. This is the result of finally getting around to upgrading WordPress, and the unintended consequence that the new version “broke” the theme I was using. So I finally found another theme (which is easier than rolling my own or dissecting someone else’s code to figure out the problem), implemented it, and here we are.
There are still a few glitches in the categories, etc. which I am cleaning up but basically it works.
If you see anything weird, please let me know (a comment to this post is fine).