One of the questions Mike Rother was trying to answer with his research that became Toyota Kata was: “What are the unseen managerial routines that lie behind Toyota’s success with continuous improvement and adaption?”
And to summarize (in my own words), what he found was:
1. A pattern for problem-solving and thinking that is taught by coaching a learner through a challenge focused on a business objective.
2. A pattern employed in the coaching process that also applies the problem-solving and thinking pattern to the process of coaching and leadership.
These patterns are consistent with what Steve Spear found during his research in Toyota. You can see those patterns in action in his HBR article Learning to Lead at Toyota.
But Toyota’s managerial and leadership routines aren’t what this post is about.
My question is: What are your unseen managerial and leadership routines?
Those routines – the way people talk to each other, the default response to problems and the unexpected, the structures that support those conversations – cause the results you get.
If you want to truly transform the results your company gets, then understanding that cause-and-effect relationships between the process structures (what we might call the “lean tools”) and those conversations is critical to success. Steve Spear’s original research into Toyota’s systems firmly established that link for them, and by implication, for everyone else. (His PhD research is summarized in the 1999 HBR article Decoding the DNA of the Toyota Production System. Yes, we’ve known about this for decades).
So here’s my point:
If you want to change the results your organization is getting, you have to change those managerial and leadership routines.
It isn’t just about process structure tools – though those tools are designed to structure those conversations.
It certainly isn’t about getting everyone “belts” of whatever color – unless that training has the explicit purpose of changing the day-to-day conversations in meetings, in the hallways, in the daily huddles.
The process you are trying to improve is the process of management and leadership.
My working hypothesis here is that the way the shop floor runs is a result of the way the leaders engage.
The implication here is that the shop floor processes are in an equilibrium: They aren’t likely to change on their own. If we make changes to them, such as putting in “lean tools,” the managerial and leadership routines that created and maintained the original system are going to exert a force to restore those “improvements” to the original baseline.
When we say things like, “Managers don’t support the changes,” this is what we are talking about. It isn’t resistance to change. No one is actively undermining the work that was done.* They are just continuing to do what they have always done, and those activities are what created the original process in the first place.
*Usually. I have seen active sabotage, but only once.
This photo says a lot about the organization. For those of you who might not come from an industrial background, the big red button on this podium is the E-Stop – the Emergency Stop button that shuts down EVERYTHING in the machine IMMEDIATELY.
It is there in case someone is about to get hurt (or worse, is getting hurt). It must be accessible fast so you can just smack it with your palm.
But that isn’t the case here. It is a tape holder. And the tape has to be moved to hit the E-Stop.
Walking around this (now long closed) factory, I saw a lot of this kind of functional disorganization. It was normal. It was, by definition, OK because the leadership (at least those who came out to the shop floor) walked past it every day and didn’t say anything.
I wasn’t there to help fix it, they weren’t a client. I did pick up the tape and suggest to the machine operators that they should find a better place to put it, and why. I did that because I cared for their safety. But the workbench covered 7 inches deep in junk? Interesting, but in this case, the Prime Directive was in play for me.
Take a walk through your organization. What do you see? That is your “OK.”
Here’s the model I shared a couple of years ago in a KataCon keynote:
Standards vs. Reality = The Gap
Every organization has a gap between their standards and their reality. What differentiates between high performance and just getting along is the magnitude of that gap.
The gap forms because, left unchecked, all processes begin to erode as soon as they are put into place. As unforeseen issues come up, people left to their own devices will develop work-arounds, add (or omit) steps, and improvise as necessary to do what they believe must be done. They are working hard to do what they believe the organization thinks is important.
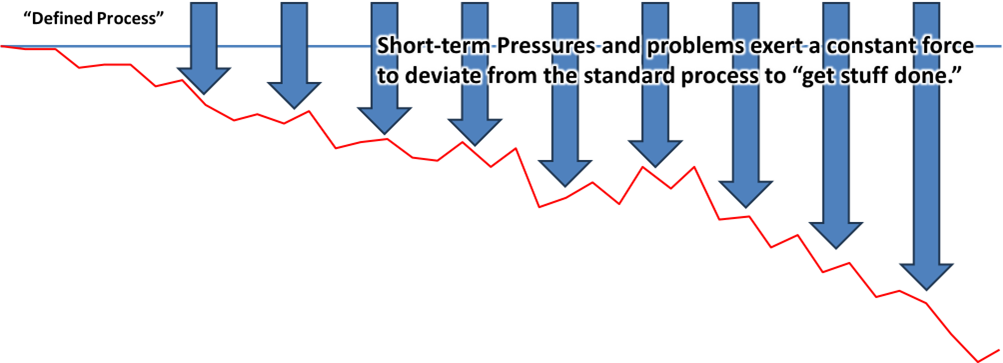
We can think of it like this: The blue line represents the defined or aspirational standard. The arrows represent the constant pressures to “find a way to get it done” and the red line represents the steady separation of reality from the defined process.
This downward trend continues until things are bad enough that someone intervenes.
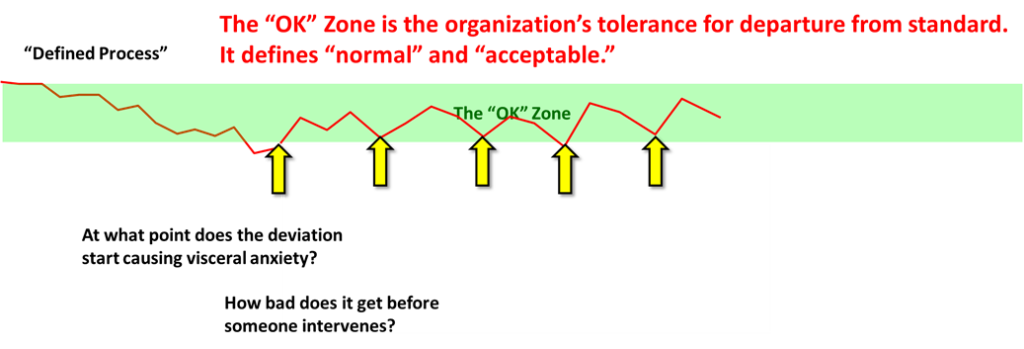
That threshold of intervention exerts upward pressure on the process and maintains it at some level of normal. We have to remember that “normal” means “what we would expect to see.” It doesn’t mean we like normal. It just is.
Anything between the defined process and “normal” and “acceptible” is in your “OK Zone” meaning, “This is OK,” I’m not going to take the time or energy to try to hold it up any higher.
If you want to know what your OK zone looks like, just walk around and look. It is what you see every day.
Unless the intervention threshold changes, any improvements you make will quickly revert to the “OK Zone” baseline.
The question for organizations wishing to up their game and develop a culture of robust execution is: “What would it take to trigger the intervention more quickly, when there is less deviation from the standard?”
The purpose of ALL of the so-called “lean tools” is to highlight the gap, and invite people to do something about it. None of the lean tools intervene on their own, nor correct a deviation, nor actively improve your process. Only people can do that. The tools enable people by giving them the information they need to quickly know when, and how, to intervene, correct, and seek to understand the problem.
Many years ago I worked with a senior manager. He was very savvy about continuous improvement and TPS – he had been engaging in the space for many years before the word “lean” entered the lexicon. He understood it at a deep systems level, saw how all of the pieces interacted into a coherent whole, and was incisive in his observations (in spite of his disarming demeanor that led one to (wrongly) conclude he only saw superficial things.)
Like many of us, though, he was searching for a concise way explain how it all works to others. I think his underlying assumption was something like, “If they could just understand the system, then they would adopt the principles.” That, then, translated to, “If I could just explain it well enough, they would understand it.”
What I saw was that he was continually trying to create the ideal model, diagram, that he could use to create this enlightenment.
It seems so simple. The foundational principles are simple. It is putting everything into consistent practice that is daunting. The organization, as a whole, has to learn to think differently.
I used to do the same thing – maybe because he was a bit of a mentor to me, and I was often a sounding board for his latest models. Those were incredibly [some superlative word here] conversations because I, like he, really enjoyed having my systems thinking pushed by someone willing to challenge it (and vice-versa).
In the end, though, I think this is a futile exercise. He and I could have that conversation because we both deeply understood what we were attempting to explain. But our understanding was gained through years of trying it and learning from whatever results we observed.
What I know today is the nature of the questions to ask, with the intent of provoking thought, but I am carrying the belief that my role is to help shape their journey through their own discovery of how it all works.
What has been your experience with the perfect model?
Last fall I got to spend another week hanging out with the awesome team at Menlo Innovations in Ann Arbor. My last visit there was scheduled for early April 2020… but we probably all know what happened back then.
I am saying all of that because I am going to use their project management system as a benchmark in this article, and I am most assuredly not an unbiased observer. Maybe I was the first time I spent time there, but today they are friends.
What makes Menlo’s project management system stand out to me is captured in the title of this post: Their project management system and their daily management system are one-in-the-same. In retrospect, I can’t think of any other way that project management would be effective.
Getting Stuff Done
In spite of the wishes of some business leaders, there are only so many hours in a week, and there are only so many people available to get things done.
People are busy on stuff. Giving them more to do means something else is not going to get done. The very foundation of Menlo’s culture is making absolutely sure these conflicts are resolved by removing all ambiguity around what is the next most important thing at any given moment.
The other thing their process accomplishes is absolutely eliminating informal scope creep. Rich Sheridan calls this “hallway project management.” It sounds like this, “Hey Mark, I know you’re busy, but do you think you might be able to do this thing for me?” If I answer with an open “Yes,” I have just signed up to do something I may, or may not, have time for. It is now up to me to decide whether it is more important than other things I need to get done. Ultimately that means I have to decide what is not going to get done today.
Who makes that decision in your organization? The decision of what doesn’t get done? The decision of what gets done instead of working on the Main Thing? If that is left to the individual software developer, the individual design engineer, then does management later second-guess that decision? If so, this is the very opposite of “Respect for People.”
Another fundamental principle is that a person cannot actually work on more than one task at any given time. What we call “multitasking” is actually quick steps of starting, stopping, figuring out what task to work on next, starting that, etc. I can’t simultaneously work on this post and pay attention to someone else.
There is a non-trivial time and attention overhead involved every time continuity must be regained. That discontinuity also creates potential for quality issues like leaving things out.
Having a pile of tasks to work on all at once also makes it easy for a task to keep getting pushed off until the time left to do it is insufficient, and can conceal problems that get in the way of the work going smoothly
Menlo’s System
(At least my interpretation of their system.)
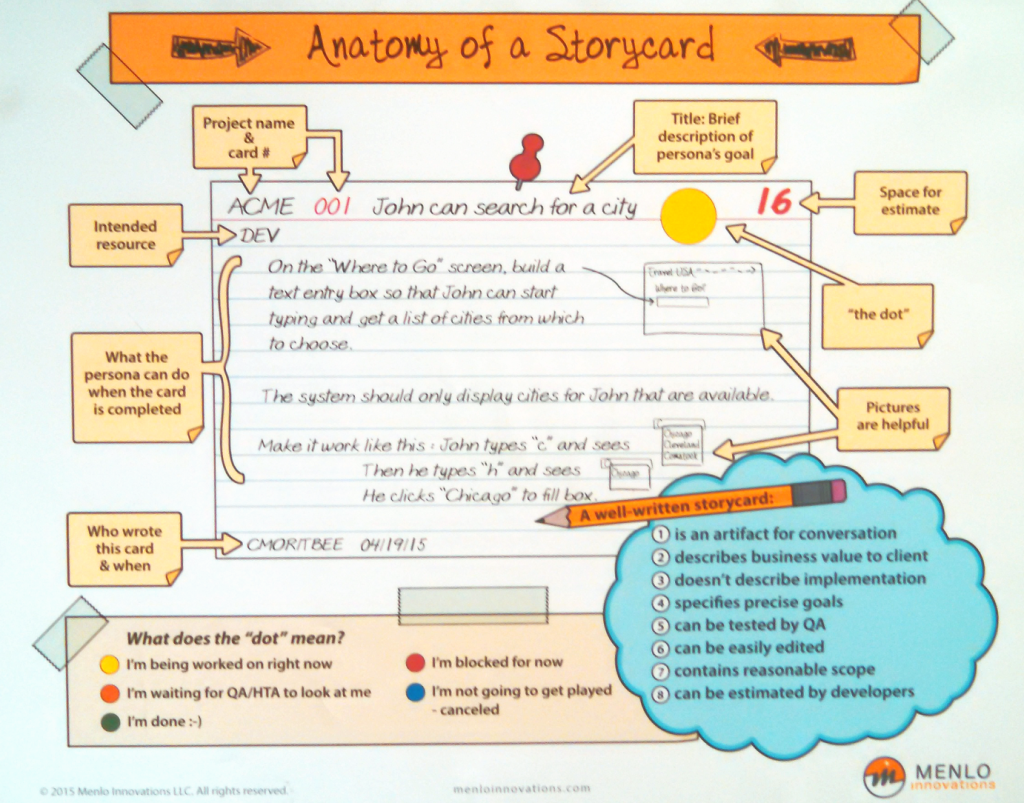
Like any project management system, Menlo’s up-front planning process breaks down the overall project into individual tasks, things that need to get done to make progress. They document those tasks on “Story Cards” which are physical cards that each represent a single feature to build into the software. One story card represents one task that advances the project.
One key feature of a story card is that there is little ambiguity. Adding to that, it is a core part of Menlo’s culture that if someone does encounter ambiguity the response is asking, not guessing.
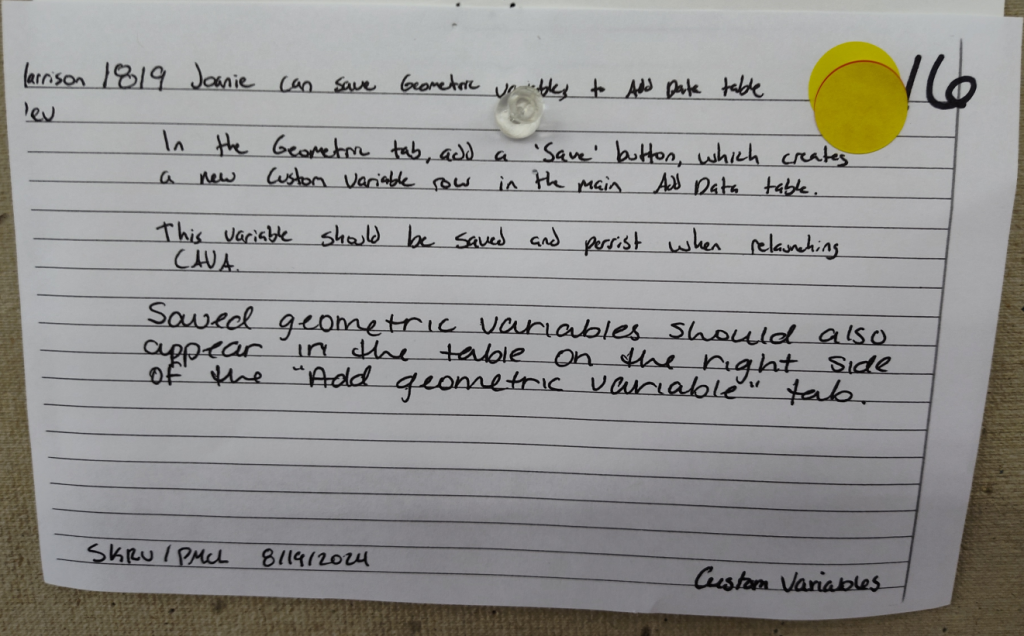
Here is a “live” story card I photographed (with their permission) last fall:
Estimating Time
In the upper right corner of a story card is the estimate in hours. Both of the above examples happen to be 16 hours.
There are two critical keys here.
The people who are going to do the work are the ones who make the estimates.
Those estimates are not second-guessed or adjusted by others.
These estimates are based on, “Once we start on this, how long will it take to get it done.” The assumption is that there is no multi-tasking. This isn’t “When can I finish it.” It is “How much time must I spend to do it.” That may be different from what you are used to in your projects, but it is critical to make this work.
Estimates Are Wrong
Menlo generally does a pretty good job with this because they collect “actual actuals” as they are working. That gives them a good reference library of analogous work they have done in the past.
But, that being said, the estimate is made when the actual knowledge of what will be required is at its lowest. This is true for ANY time estimate, no matter where or who you are.
In many organizations a time estimate becomes a firm commitment and, worse, there are negative consequences if the task ends up taking longer than estimated. This inevitably leads to people padding the estimate, which then leads to the game of project managers cutting the time allotted. That does not happen at Menlo. Rich Sheridan tells the story of why that does not happen there far better than I can in this clip from a talk he gave some years ago. (Link here for the entire talk)
(As an aside, the first time I visited Menlo (for a week), I actually witnessed some fairly bad news get shared in the daily standup. The response was a quick huddle, lasting a couple of minutes, between the developers and the project manager immediately after the daily standup to discuss communication with the customer. Then everyone got back to work.)
Time Bounded Work Planning
Menlo’s basic project management cycle is a work week (typically 5 days). Menlo calls this an “iteration,” but the jargon doesn’t matter. Each week they:
Review the cards (tasks) that have been completed.
Decide with the customer what cards will be scheduled for the next week.
This is irrelevant to you at the moment, but Menlo’s developers work in pairs. One pair working for one week is the basic unit of capacity for planning purposes.
There are 32 productive hours in their week, plus 8 hours of overhead such as standing meetings, project support tasks, reviews with the customer. Thus, for one pair, they can schedule 32 hours worth of cards. No more.
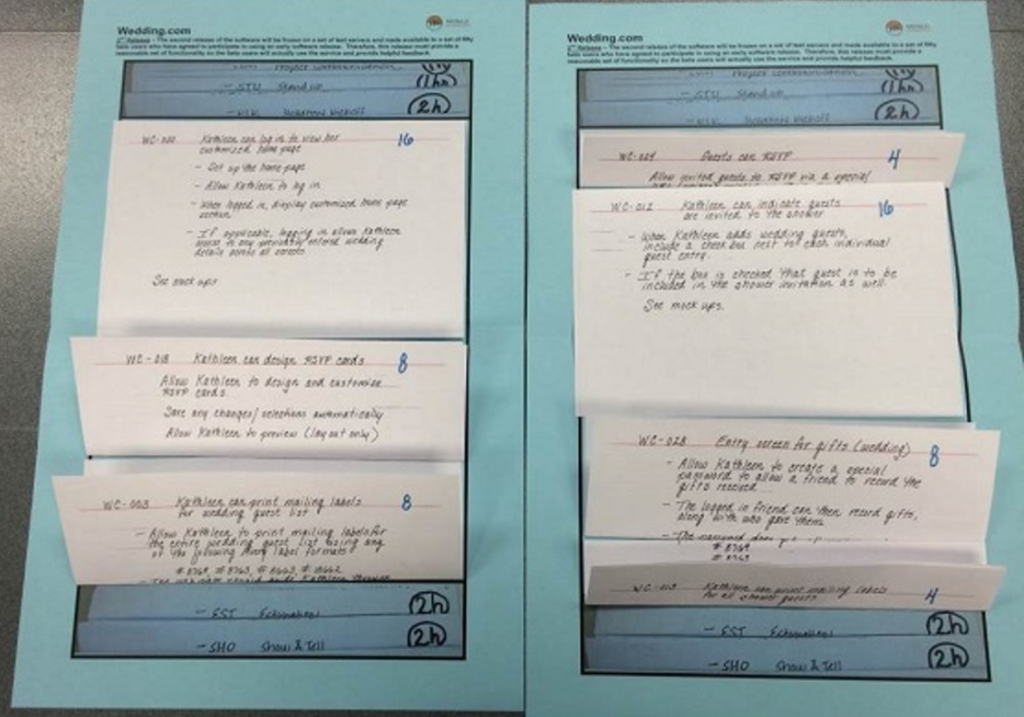
The process they use is ludicrously simple. They call it “planning origami.”
For each pair of developers (what you might call a “resource” in traditional project management terms), there is a physical sheet that is sized to represent 32 hours.
Using photocopies of the story cards – the size of one card represents 16 hours.
If the card is estimated at 8 hours, they fold the card in half. A 4 hour card is folded in half again.
A 32 hour card is taped to a full sheet of paper that takes up the entire 32 hour space.
At Menlo the customer is the one making the decision about what gets done, and what does not get done, this week. THEY must choose the cards (with help from the Menlo, obviously) and fit them into the planning sheets which represent the resource capacity available to them.
If someone (the customer) insists on adding something, something else has to come off. The capacity is fixed. What gets done with that capacity is entirely up to the customer.
THIS IS THE ONLY WAY WORK GETS INTO THE “TO DO” QUEUE.
Thus, everyone knows what is expected to get done and, more importantly, what we are NOT going to work on this week.
Now… sometimes things go really well. The customer can prioritize “pull ahead” cards in case things go faster than expected (underrun the estimates), and there is additional capacity.
Daily Management
All of this was to set up the daily management system.
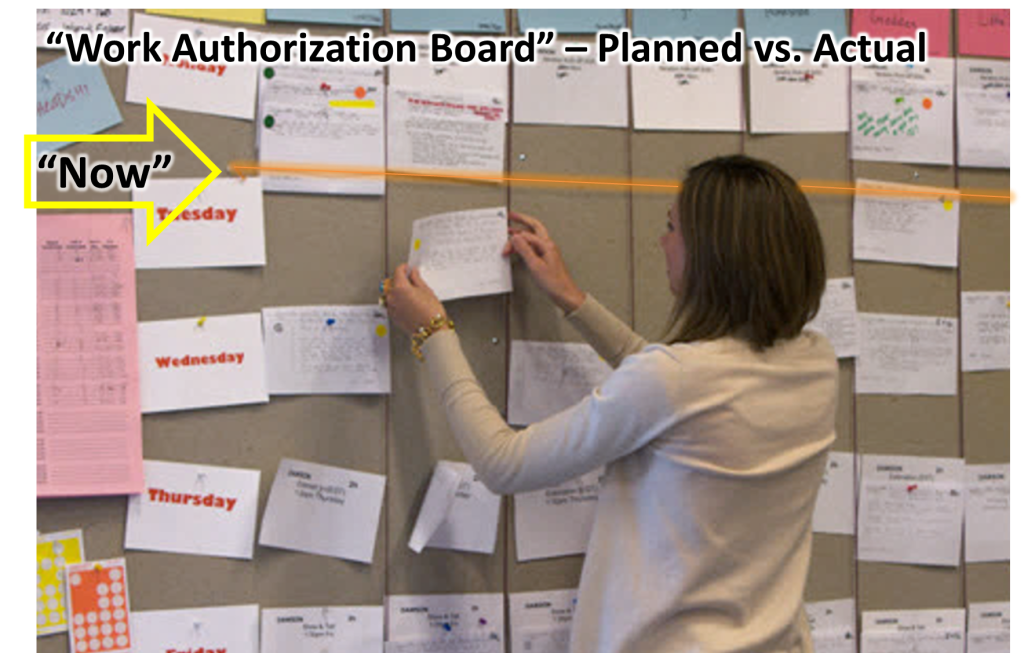
At the start of each week, the planned cards are placed, in order, on the “work authorization board” which is a tack board on the wall. The name is literal. This is the work that is authorized to be done this week.
But this is more than a task list. The work authorization board is a live reflection of what is actually happening vs. what was planned.
Each column on the board represents one unit of capacity, in their case one week of work for one programming pair team.
The developers work on the cards from top to bottom, in order.
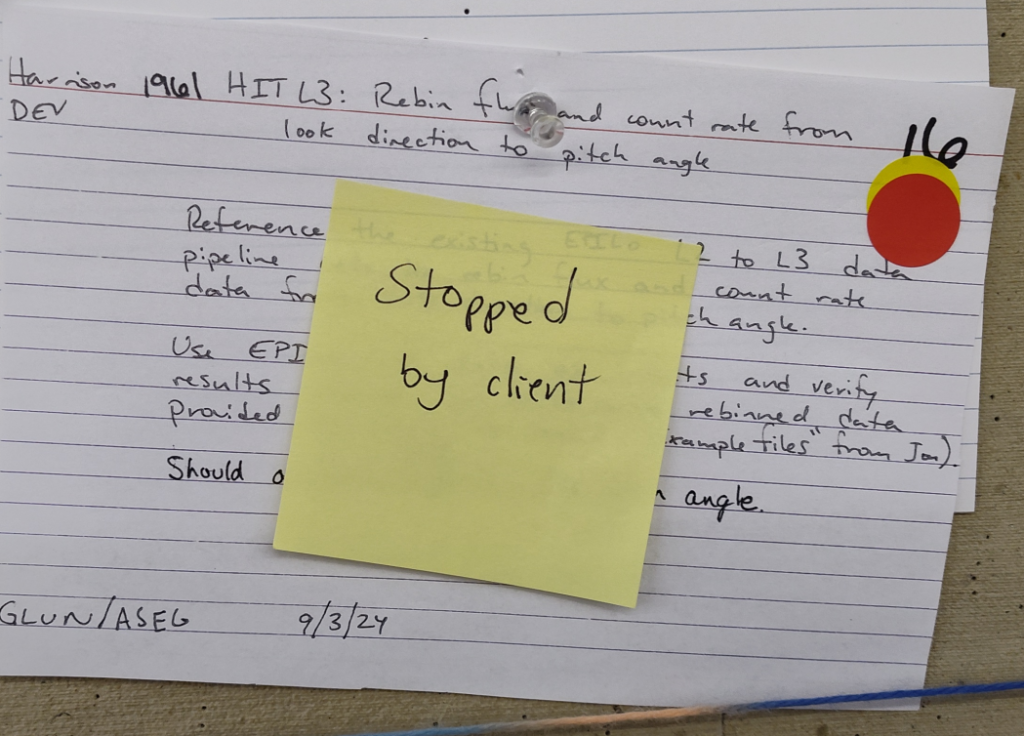
When they start work on a card they put a yellow dot on it.
When they think they are done, they put an orange dot over the yellow dot. This signals the Quality Advocate to verify that the code accomplishes the intended function. If it passes, the card gets a green dot and the developers start on the next card.
If something is stopping progress, the card gets a red dot (and the Project Manager is informed).
Each day’s estimated work is clearly identified. There is a piece of yarn across the board that is moved down each day. Thus, if there are incomplete cards above the yarn, they are behind. If there are completed cards below the yarn, they are ahead.
Nobody has to ask a pair what they are working on. It is the card with the yellow dot on it. Status is clear to all.
If you were to visit Menlo with the above information, you would be able to grasp the status of all of their projects just by walking around the perimeter of the work area.
It. Is. That. Simple.
This process manages the project at a low level of tasks rather than more abstract “milestones.” Yes, there are milestones, but the level of management is every day. This allows the people who are doing to the work to tightly manage the progress of their work. The Project Manager is freed up from trying to keep track of everything simply because it is insanely easy for anyone to see the status in real-time during the course of any given week.
Accountability
There are two basic rules for accountability here. Rich goes through them in the video embedded above.
The developers will never, ever, get any negative feedback, real or implied, for reporting that they blew an estimate and just discovered something is going to take a lot longer than they thought. This is accountability from management, which MUST come before asking for accountability from anyone else.
The developers must inform the Project Manager immediately when they realize something will take longer than they thought.
Rule 2 will not work without Rule 1 because otherwise people would pad estimates, not report bad news, or otherwise try to protect themselves.
This measures TASKS, not milestone dates. If the tasks get done, we will hit the milestones. Missing a milestone is too late to recover.
There are still milestones, but they day-to-day work is reality, and milestones may well be adjusted to reflect reality as everyone learns more. Remember, project milestones are established when we know the LEAST about what work is actually entailed! That is true for ANY project management system.
Handling Emergent Work
If someone approaches a developer with a “can you just do this too” kind of task, the developers have a practiced, rehearsed, response: “Yes, absolutely. Let’s get it on a card and estimated so we can get it into the schedule.”
Thus, if something is going to be added, something else has to come off. The work authorization board only holds 32 hours of cards / week for each programming pair.
More Management Accountability
Management is accountable to stand behind the system. This, again, is demonstrating respect for people. Management refuses to override “just this time,” There is not time for “just one more little thing.”
Weekly Cadence
At the end of each week, the developers and the customer meet to review progress. Menlo typically has the customer demonstrate software features back to the developers. This gives the developers better feedback on whether or not the customer’s needs are being met. It also validates the design decisions about how intuitive the user interface is.
Then the Planning Game repeats.
So based on what is actually done and what is actually remaining, the weekly planning process is repeated for the next week.
Back to the Title: Project Management IS Daily Management
What this system does is tightly link project management to actual, daily, task execution. This is the key to making it work.
The only way to hit the long-term goals is to track execution at a level of granularity that allows you to see problems and delays while they are small enough to deal with, and have a robust system for actually dealing with them.
If your project tasks have vague definitions of “done” and estimates based on completion dates you are inviting additional work to creep in unnoticed.
Menlo’s system acknowledges the one thing that is hard: There is only so much capacity to get things done, and we must plan to that limitation.
Doing that requires management discipline to the process, and that generally is the hardest part.
Further Reading for Context
I highly recommend reading Rich Sheridan’s book Joy, Inc for the back-story of why it was important to create this process in the first place. (The link as an Amazon affiliate link, if you choose to buy the book I’ll get a small kickback, no cost to you.)
Question for YOU
How does your project management process stack up against this benchmark? Leave a comment – let’s get a discussion going, there are a couple of thousand of you out there subscribed to these posts.
Back in the early 1990s I was an avid skier, putting in 40+ days on the slopes every season. I was part of a group that did days in local (to Seattle) ski areas; annual trips to Whistler, BC (my favorite place); Mount Hood and Mount Bachelor in Oregon; and a semi-fateful trip to Red Mountain in Trail, British Columbia in March of 1993. Red Mountain is known for its challenging terrain.
March 13, 1993: Mark and the Red Mountain ski patrol
I was a pretty good skier, though not an expert. There were places where I would be in over my head. And I followed some expert skier friends into one of those places. To cut to the chase, I ended up learning how to spell “anterior cruciate ligament” and later on how to spell “arthroscope.”
My torn ACL was a technical problem, but not one I was (or am) qualified to fix. I outsourced the solution to a technical expert – an orthopedic surgeon and his team. They did a great job. Today that knee is better than the original equipment.
But the surgical, technical repair did not address the root cause of the problem. I could not outsource that. The work was mine, and mine alone, to do. Dealing with the root cause required me to change my own behavior. I had a few choices:
I could give up skiing entirely. Nope, too much fun.
I could take fewer risks, though that would mean plateauing my own learning.
I could work deliberately* to become a better skier so I can take on more challenging terrain with reduced risk of serious injury.**
No matter which of those courses of action I chose, they are not things I can assign to someone else to do for me. I have to do the work myself. Solving the problem requires a change in my own behavior.
I believe it was Ron Heifetz at Harvard who coined the term “adaptive leadership” to describe leading for behavior changes vs. simply guiding technical solutions. If you are a change agent, you are (or need to be) engaging in adaptive leadership.
In the context of continuous improvement, we are talking about the culture change that has to accompany any technical implementations if they are to stick for more than a few months.
Trying Technical Solutions on Adaptive Problems
An organization had a culture of working around their ERP / MRP system. If production fell behind, they extended lead times in the system (which is the worst thing you can do in this case). They would schedule “hot” orders in the past to force them to the top of the queue, driving material shortages for later orders – repeating the cycle.
They all believed that the computer system itself wasn’t up to the task of managing their “complex requirements.” (Which actually weren’t that complex at all – everyone seems to think their production portfolio is more complicated than everyone else’s.)
The new system, though, would fix all of this.
When the new system went into place, though, things got worse. Much worse. They doubled down on the same things they had done in the past, which made things worse again.
This wasn’t a problem with the computer systems. It was a problem with the way the team members worked together, a problem with their understanding of how their computer systems responded to their manipulations. It was a problem that no changes to the I.T. systems could solve.
Not surprisingly the same organization had tried kanban in the past. And not surprisingly they had worked around the system to “solve” perceived problems, and not surprisingly they had blamed the system for the failures.
It would not matter what technical system they had, their results would ultimately be shortages, expediting, scrambling to rush late shipments out the door. It was not the technical systems that produced those results, it was their behavior.
What Kind of Change Do You Have to Make?
This is adapted from material published by the Kansas Leadership Center, see more below under Further Information and Reading. The expansion, examples and explanations are my interpretation.
What kind of problem are you facing?
Is the problem clearly defined (like my torn ACL)? Or do you have to begin work to learn what actual problem(s) you are facing? If the later, you are dealing with adaptive, culture change work.
What kind of solution can be applied?
If there is a clear solution, or one can be researched, then you are dealing with a technical problem. But if the solution must be learned, then more likely it is adaptive. One key indicator – if you have put in a technical solution (like “standard work” or “5S” for example), but then seen it erode, then you are probably in adaptive territory. You have to learn what unseen factors are driving how people respond.
What kind of work is involved to apply the solution?
If you can just implement, like buying or upgrading a machine, then you are in technical territory. But if you have to diagnose, experiment, learn about things like the organizational dynamics then you are dealing with people’s behavior – an adaptive problem. Like above, I have seen many cases where a technical solution was implemented only to have that surface all kinds of adaptive and leadership issues. A new ERP system is a prime example. The software is the easy part. Beware of someone selling a “solution” by the way.
Whose Work Is It?
Even though this is a header, I bolded it, because this is The Critical Question. If technical experts or authority can just tell you what to do, then it is a technical problem.
But most meaningful change requires the stakeholders – the people responsible for the system and the results – to actually do the work themselves. This is the difference between fixing my torn ACL and the work I had to do.
In other words, if you put in “lean tools” (or complete a “black belt project”) only to see the results quickly eroding, then the technical tools, no matter how well you see them work elsewhere, are not going to help you. The organizations where you see them working have fundamentally different systems of leadership, and that is where the change must occur of the tools are going to work as promised.
What Timeline Should You Expect?
Technical solutions can be put in quickly. Anyone who has been though a classic “kaizen event” knows this. But changing people’s default thinking and behavior takes time because it takes practice and correction. And the default thinking and behavior is what created the technical systems you are trying to adjust. Eventually your kaizen blitz rocket runs out of fuel, and things fall back to Earth because gravity pulls them there.
What Are Your Expectations?
This is a tricky one. The whole reason to do any of this is to change results, change outcomes in some way. Technical solutions can do that pretty directly.
But when you are in adaptive territory, learning you way in, then you need to celebrate making progress and learn to trust the process – the results will come. Impatience does not serve us here.
Required Mindset
For technical solutions, skill and confidence are enough. You can hire someone with that. But if you are seeking to make real, meaningful change then you are better served with curiosity.
Further Information and Reading
If you want to learn more about Adaptive Leadership, here are some sources you can start with. Of course you can also leave a comment or click on “Contact Mark” in the right sidebar and ask me if any of this is interesting to you.
(Books are Amazon affiliate links, I get a small kickback at no cost to you if you buy through them.)
Teaching Leadership by Chris Green and Julia Fabris McBride, who are also affiliated with the KLC, is more technical and more advanced. It is targeted more at people who understand the basics, and have practiced a bit, who now want to begin to coach others.
The Practice of Adaptive Leadership by Ron Heifetz, Marty Linsky and Alexander Grashow is what I would call the baseline reference. The books above are geared toward developing your practice. This book is more about the underlying principles. It is also a heavier read, just so you know.
*Note the word deliberately. This meant taking lessons specifically targeting my skill gap. Simply putting in more hours skiing would not be deliberate practice, I would simply be reinforcing the habits I already had. In other words – get a coach.
**Some of my more astute – probably younger – readers may question my judgement about not wearing a helmet. At that time, helmets were pretty uncommon for recreational skiing. Thankfully that has changed in more recent times. And yes, today I wear one.
In early spring of 1999 I was sitting in a classroom at Boeing with a couple of dozen other employees. Everyone with a “management” job code was being sent to this session over a few weeks’ time.
The topic was a major new direction for the company. From this point forward, management was to use “shareholder value” as the primary consideration for decisions.
The main emphasis here was on a financial metric that would drive all decisions: RONA, or Return On Net Assets.
This was obviously a long time ago, and I have long since (unfortunately) discarded the handout materials because I wanted to reuse the fancy tabbed folder for something else. But as I recall, there were two primary topics discussed.
The first one was around what “shareholder value” meant. To that end they explained why maintaining a high stock price was important to the company: So they can raise money more easily for growth.
This was all about stock price. They didn’t talk about profits or dividends. Nor did they talk about executive bonuses or using excess cash for stock buybacks to raise the price of outstanding stock rather than investing that money into developing new aircraft; improving existing products or processes; or distributing that profit as dividends to the shareholders.
Of course, a high stock price enriches those people who already own shares, and makes options and stock grants more valuable, but they didn’t get into that either.
With the justification aside, they next had us go through exercises calculating net present value and ROI for a hypothetical capital investment in tooling – as though a shop floor supervisor would do this at any point in the course of their job. Maybe they wanted to show the thinking behind how requests for things like upgraded tooling were evaluated. I left the class not really sure of why they took us through that. I already understood those calculations from my background, but the shop floor guys were kind of scratching their heads.
The second part of the class involved a facilitator leading our group through discussion of the “grieving process” as it relates to “change” and trying to draw out how we felt about it. Then we were video-linked to other groups in identical sessions, perhaps in some effort to show how we were all in this together. Again, I wasn’t sure of the point of all of this.
Sidebar: If anyone reading this has better memory or still has any of the original materials from that class, I’d love to talk to you.
Overall, this shift was about the management process becoming financially centric. Boeing’s performance as a company since this shift has been (painfully) obvious to anyone who has been following business news over the last decade or so. The details have been covered elsewhere, so there is no need for me to reiterate them here. However, if you are interested in a succinct and well researched history, Petter Hörnfeldt is doing a fantastic job with a multi-part series on his Mentour NowYouTube channel.
Optimizing for RONA
RONA is calculated by dividing net profit by total assets. The obvious way to improve RONA is to improve operations and optimize processes to create maximum customer value for any given level of capital investment.
And this is exactly what Boeing had been working to do prior to this pivot toward “running like a business.” It was even developing a name: “Working Together.”
The Original Pivot: From “Do What You’re Told” toward “Working Together”
Ten years before this shift toward financialism, Boeing had been going through a different shift.
The Boeing that emerged from the early 1970s downturn was highly engineering centric. Engineers ran the company, engineers decided what would be designed and built. In the world of production, though, the culture was far from ideal.
I hired into Boeing in July of 1989. I was fresh out of the Army, and one of the contractors I had worked with in my last assignment was working as an Industrial Engineer in Boeing Flight Test. He introduced me, I had an interview (and couldn’t get a word in edgewise), and was offered the job.
At the time, Boeing was scrambling to keep up with deliveries for the hot-selling 747-400, and the Flight Test teams were helping prepare new planes for delivery. This involved inspections by the customer and test flights which, in turn, produced lists of things that needed to get fixed. My job, essentially, was to keep track of what was getting fixed, by who, and when, and produce daily reports on progress. My first plane was RT001 (internal production line number), the first 747-400 Combi being delivered to KLM.
The production processes were archaic, with legacies going back to the 1940s. Industrial engineers dutifully analyzed each job, and determined the time it should take. They used those times to build what were essentially Gantt Charts of the production plan for each worker. These were called “bar charts” and “making your bar” was, for all intents and purposes, how workers were evaluated.
The system was not robust, overtime would swing: When production managers were being beaten up about being behind schedule, they would turn on the overtime. A few weeks later, when overtime costs were climbing they were beaten up over that, and overtime would be shut down, leading everything started to get behind again.
Those costs were out of control. One bit of “common knowledge” in the company at the time – and I have no way to know if it was true, but it is certainly credible to me – was that for every four 747-400’s that Boeing delivered, they built the equivalent of five and threw one away into the scrap bins.
There wasn’t a lot of focus on the things that actually got in the way of people doing the work. There wasn’t time for that. Things were behind, and there was work to do.
With all of that, though, things had started to change. Boeing had brought in some of the well known quality names (Conway, Deming) in the late 1980s. In the late 1980s and early 1990s Colin Fox, an early consultant in the world of flow production, had led a series of study missions to Japan that engaged Boeing’s top 100 or so leaders.
Some of the pull quotes from those sessions were interesting – like the indignant reaction that Airbus would somehow dare to talk to long-established Boeing customers. These study missions were quite eye-opening for the participants.
These leaders had learned about the emphasis on quality, consistent execution, focus on the needs of the customer, using flow and just-in-time production to progressively surface problems, and engaging everyone to progressively drive those problems out of the system.
Those groups came back from their experience with an visceral understanding that the status-quo wasn’t going to cut it in the face of the then newly emerging Airbus. They realized then that Boeing had to transform itself from an engineering company focused solely on meeting engineering challenges to one focused on meeting the needs of the customers. But the key to meeting the needs of the customers was more than just understanding those needs better. It required creating a company culture that supported employees – everyone – to do the right thing for those customers.
Soon after these study missions someone decided, “Everyone in management needs to hear this.” The result was a 32 hour course that ran two days, then a break, then two days the following week. During the break, work teams were expected to do some homework assignments.
The idea was that the original leadership teams would teach this course to the next level of leadership, then train people at that level to teach the next – and cascade the teaching through the leadership ranks. The hypothesis was that since the message was coming from your immediate supervisory level, the thinking went, it would resonate better than if it was just professional instructors.
Sometime in late 1992 somebody then decided, “EVERYONE needs to hear this,” and the deployment was changed to include everyone in the company, all 130,000 people. That was, in my opinion, a smart move if only because it was a move toward transparency. The class wasn’t some secret management thing.
I was aware of all of this because one of the supervisors (though not my direct supervisor) in the Industrial Engineering group I was working in had become an evangelist, and ultimately put in charge of coordinating the delivery of the class through about half of the company. (The “Renton Division” – at the time Boeing was essentially North Boeing (in Everett) and South Boeing (in Renton.))
He and I had a lot of common values and background, and he shared a lot of his excitement with me.
When they started rolling the class out to second shift he told me they had an extra slot on one of the sessions and I managed to wrangle attending, probably about a year before I would have otherwise. I went to a 2nd shift schedule, and attended the class… on crutches, as I was recovering from ACL reconstruction surgery at the time. This would have been late spring 1993.
But his real agenda here – I later learned – was that he wanted me to teach it. To that end, he had established a program of inviting “non-management volunteers” as instructors. Within a month of having attended the course, I was one of the instructors delivering it. I taught it (always as part of a team of four) about a dozen times, always to an audience of hourly employees (union members). They could be a tough audience, but not necessarily for the reasons you might expect.
Why am I telling you all of this?
I think it is important to relate that this is my personal story and experience rather than just reporting on something. I do not pretend to be a journalist, and am certainly not objective in this case. While Boeing had lots of issues, at the time I felt they were generally trying to move in the right direction and the potential was, simply put, unlimited. I believed, and still believe, that Boeing at the time had the technical capability – if they had the financial resources – to land people on the Moon (and return them safely to the Earth).
Managing for World Class Competitiveness
The name of this course was Managing for World Class Competitiveness.
The core message was (quoting from an introductory slide):
Management is responsible for and committed to making Boeing a world-class company.
To become a world-class company requires an understanding how world-class companies operate.
Continuous Quality Improvement encompasses all of what you are about to learn.
Remember that this was 1992 or so. The “continuous improvement world” was in a gradual shift from the language of TQM (big ‘Q’ Quality) to looking at the Toyota Production System as a specific benchmark. Although The Machine That Changed The World had just been published, the word “lean” was not yet in common use to describe these things. We referred to “Japanese Management” or “JIT” to describe what, today, we call “lean.”
Other context – Six Sigma was largely a Motorola thing, and was just beginning the morph that happened as it passed through G.E. It for sure had not yet had the word “Lean” spliced onto it. I think that happened in the late 90s, and if I recall correctly (and I could be wrong), it happened at Maytag.
Other WCC Key Messages (Quotes from Key Slides)
Superb manufacturing processes, delivering world-class levels of quality, are a primary source of competitive advantage.
The product development process, likewise, must be focused, fast, and integrated with production.
Leadership and management systems focus on operational strategic objectives that, in turn deliver financial performance.
This last bullet is a critical point. It is the one that was totally lost later.
World Class Principles
Without going into all of the content, I think I can summarize the core messages with the “Twelve World-Class Principles” which, I think, have aged pretty well:
Quality First: policy in action.
Customer-driven.
Partnership with people.
Management leadership.
Quality built in.
Organizational alignment.
Cross-organizational coordination for the customer.
Elimination of waste: Focus on adding value.
Reliable processes through reliable methods.
Healthy work environment.
Simplify.
Continuous improvement as a way of life.
The Impact
The course rolled down through the company into 1994. There was also an economic downturn happening, at least in aerospace. Some of the hourly mechanics in the classes I was teaching had already been notified they were being laid off. That could have created some real awkward moments – and it did. But most of those guys were actually thankful to have been sent to the class when there was no business need to do so. “You guys are showing me how to run a business if I end up starting one.”
In the background, also in the early 90s, Boeing was beginning to experiment with things like 5S and “Accelerated Improvement Workshops” (AIW) (aka kaizen events). Most of these were small-scale tactical affairs.
Also happening in this time was the development of the Boeing 777. Alan Mulally, as the chief engineer / program owner (and later the President of Boeing Commercial Airplanes) had introduced the theme “Working Together” to describe how they were going to involve key customers, like flight-line mechanics from United Airlines, directly into the process of specification, design, and testing.
The new plane was also being designed with producibility in mind. The structural designs were far more tolerant of production variation, for example. This was also the first Boeing plane to be designed in electronic 3D CAD systems that showed things like interference. Boeing had worked with Dassault Systems to develop CATIA pretty much for this project.
Outside of 777 development, around 1994 or so, Pratt and Whitney (who are profiled in Womack and Jones’ book Lean Thinking) introduced Boeing to Shingijutsu, the Japanese consultants that were made famous by that book. My experience was that they, especially Mr. Iwata and Mr. Nakao, challenged Boeing to take the game up quite a few levels.
Peak Boeing
On April 9, 1994 I took my then-girlfriend-now-wife as my guest to the rollout for the new Boeing 777. There were actually 15 “rollouts” that day – this was a major celebration, and over 100,000 people attended. The company had hired Dick Clark Production to stage the event, and even thinking about it today still brings (good) chills. It was a triumph moment for everyone.
What followed was regarded as the most intense, and smoothest, flight test and certification program Boeing had ever done. The goal was to deliver this long-range twin-engine plane with the certification to fly long-haul over water from day one. This was the first time that had ever been done. It was ambitious, to say the least, as these were also new engine designs from G.E., Pratt and Whitney, and Rolls Royce. Side note: The engines on the 777 are roughly the same outside diameter as a single-aisle airliner’s fuselage.
The first 777 delivery took place in May, 1995 – pretty much exactly as had been promised back in late 1989/early 1990 when the design program was officially launched.
All of the above was a triumph in the engineering and product development process.
Production, though, still had work to do.
Working Together in Manufacturing
The story about the overtime cycles I told earlier was the world my by-now-wife was dealing in when she was working night shift on the 777 assembly line in 1998 as she was part of the team putting together the fuselage section that sits over the wing (called the “44 Section”). By the time she was working there, they were running a takt time of 3 days, which, for something this large and complex, is impressive.
While the design of the airplane made the airframe much easier to assemble compared, for example, to the 1970 era 747, there were still supplier quality issues and general “stuff” to deal with in production. They worked very hard, much harder than they really should have needed to.
While this was all happening in Everett, there was a revolution happening in Renton.
At some point, Mr. Iwata, the chairman of Shingijutsu Consulting, had challenged Boeing to build planes on a moving assembly line.
The original response to that challenge was a team trying to design a moving assembly line. Their approach was to try to work out solutions to all of the problems that would entail and then build the line and run it. There were a few iterations of this effort, but they all got overwhelmed in the thousands (millions?) of details. They were trying to develop solutions to every problem they could imagine.
Just for context, this is what Boeing 737 final assembly looked like in 1990 when they were running a cycle of 20 planes / month (one per workday):
There were actually two lines running parallel, each one on a two day cycle. Toward the top of the picture you can see the “slant positions.” Each time the line was indexed, it generally took a shift to, in succession, pull each plane back, then forward, then dock it into the next position. And because this was a schedule-driven line, the planes moved on time, ready or not. Incomplete work became “travelers” – jobs that traveled with the plane to be completed later when, for example, the parts became available. Exactly who was supposed to do that out-of-sequence work while everyone was busy with the scheduled jobs was a little vague. Usually… overtime.
There are about 23 planes of work-in-process in this photo.
The assembly manager for 737 then ran an experiment. Instead of trying to solve all of the problems they could think of before trying anything she took the opposite approach. She got an RV winch, bolted it to the floor by the door, hooked the cable to the last plane, and started pulling it – slowly – through the work position. If everything was going smoothly, they kept pulling. If something disrupted the work, they stopped the winch, wrote that down, and picked off a few of those things to try to fix on the next cycle.
It took a few years, but this is what the same line, making the same planes, at the same one-plane-a-day rate, looked like by 2000:
There is only one line. The planes are nose-to-tail. What you can’t see here is that those planes are all moving toward the door at about three inches per minute.
After I had left Boeing, I had the opportunity to organize a study mission group through a series of factories in the Puget Sound area. One of them was the Boeing 737 moving line. This was late 2002, they had gone through a recession, and were in the process of ramping back up. (There was no public tour for this, you had to know someone.)
This is part of the report I submitted to our VP of Operations at Genie (Colin Fox – remember that name from earlier?) the next day:
Renton is building the 737 at a rate of 14 planes per month with a two shift operation on a moving assembly line. Although they are very clear that they are still in transition, our tour guide (the 737 program manager) told us their hours worked per plane have been cut roughly in half. The reduction has been through the elimination of rework and overtime – building the plane on the intended schedule – rather than absolute gains in productivity. They achieved this by implementing aggressive expectations for problem escalation and response from support organizations. This has been a major culture shift as the support organizations shift their approach from “I’ll get back to you” to a sense of urgency about getting production started again. There are andon and status screens for each position on the assembly line.
Additionally they have ship sets (What we would call a “unit set.”) of parts and tools delivered to the work position for each shift of work. This has eliminated the shift start-up ritual of a mechanic looking up his jobs, investigating the engineering drawings, going and finding his parts, going and getting his tools, visiting the chemical crib to get his materials, etc, etc. Instead the mechanic can get straight to work.
Just as impressive is that they do this with less than half the number of aircraft-in-process as they would have had with their traditional slant-position approach. Where they used to have a month or more of flow through the line they are down to a little over a week.
Mary, our tour guide, also discussed some of the leadership challenges at length. She encountered considerable “what about” type resistance from traditionally thinking support organizations who wanted to solve every problem they could imagine before proceeding. She was adamant that the only way they could get anywhere was to just try it and see what happens. They started the way Henry Ford did – by pulling a plane down the line with a winch to see what disrupted the flow, and fixed the problems as they came up.
Boeing’s other assembly lines are studying the lessons from 737 (and 717 in Long Beach). The gains realized in converting from a pulse type line to a continuously moving line are no longer in question there because someone has gone and tried it. Equally impressive is that the “Snohomish Airplane Company” (Everett) is studying and adapting ideas from the “Lake Washington Airplane Company” (Renton). Traditionally there has been very little travel of ideas across this divisional boundary. (“Big airplanes are different from little airplanes” and vice-versa.) The 747 is continuously moving through part of its production – using the winch mechanism that 737 gave them.
On that same tour we also saw amazing efforts in their Fabrication Division in Auburn.
Like all of Boeing’s operations, the Fabrication Division has been severely impacted by their workforce reductions. They told us they are down to approximately 8,000 employees from 14,000. They have been consolidating plants – partly due to reduced capacity requirements and partly due to lean manufacturing improvements. They recently sold a major portion of their Auburn property to Safeway. In addition, they are consolidating operations out of Harbour Pointe (near Everett) into Auburn and Everett.
At our request, the tour highlighted their technology for developing custom ‘right sized’ equipment and machinery. Boeing’s first chaku-chaku line went into operation in early 1999, but faced significant management resistance. Since then Boeing has had a clear, but unpublished, intention to get out of the fabrication business and outsource it. The Fabrication Division has seized the crisis. Everyone we spoke to is very clear that they must compete against a world-wide supply base to stay in business. They want to be the “preferred supplier” for the parts they make. The Fabrication Division no longer regard their existence as a given.
Their response has been to attack capital expense.
The technology is most widely deployed in their Integrated Aerostructures operation. This is where the original chaku-chaku line was developed. That line is still in operation, along side a second generation set of equipment.
Throughout the tour I observed that they have a technology base – a consistent approach for designing and developing this equipment. But this base is not an anchor. Rather, it gives them a platform from which to improve. Each generation or project clearly adds features and sophistication (though not complexity). In all cases they are focused on single-piece takt time production with minimum capital, minimum labor and maximum quality.
Although the machine shop and emergent manufacturing are not as far along, they have boosted the level of effort in those areas by shifting people from the Integrated Aerostructures moonshine teams into those operations. The solutions we saw in those facilities were no less innovative, they simply did not have the breadth of implementation yet.
We also saw early examples of ‘bus routes’ for drop-off and pick-up of work in process from point to point, visual scheduling and pacing boards.
On the down side, their orders are still ERP / MRP generated, and they have yet to integrate their internal supply chains with pull. In my opinion this will be a difficult challenge as it requires a breakdown of traditional organizational boundaries. While they are deploying innovative production technology, those areas are still islands of flow in a largely batch environment. This is even more true in the Interiors operation in Everett (which I visited this Fall) where one-piece-flow fabrication cells are loading carts of parts that feed batch assembly operations a few feet away.
The obvious (to me) end-game would be to develop right-sized processing and finishing operations that allow detail fabrication to be exported from the Fabrication Division in Auburn to the line side at the assembly plants in Renton and Everett. Again – whether they do this or not will depend on whether Fabrication Division shift their emphasis from being a parts supplier to being a technology supplier, and overcome a reluctance to take on processes that affect metallurgical characteristics such as aging or heat treating.
Just to be clear, I did not cite this report from memory 20+ years later, I copied and pasted from the report that I actually submitted. This was my reflection at the time.
To put it simply, Boeing was on the verge of the breakthrough. They knew what to do, they knew how to do it. The approach was diffusing beyond a few staff specialists. There was a sense of purpose.
But all of this was 2002. The pivot to financially driven management had been underway for three years by that point.
The bit that is lost here is that all of these efforts were focused on improving RONA – Return on Net Assets. In Renton they were working on improving the return to get more value out of the assets that were already in place rather than continuing to add more. In Auburn they were working to develop equipment that was cheap and scalable that was just as (or more) capable as the large, expensive, automated equipment it was replacing. Less capital, more flexibility, linear scalability, little or no depreciation costs booked.
But from corporate HQ, the Jack Welch protégés that were now running the company had a quicker way to get to that RONA number: Attack the denominator: slash assets. To that end they were working to outsource large swaths of production, especially capital intensive parts like fabrication and airframe assembly; as well as a large portion of the design process itself.
By 2003 I had left the Puget Sound area for a few years and the only information I had about things happening inside Boeing at that point would be from reports in the press. The 787 program had run years behind schedule and billions over budget. The 767 Tanker program for the Air Force had been through a series of scandals, and then persistent overruns and quality issues.
Years later I joined another group touring the 737 “moving” line. By this point, though, the line was not actually moving. The tugs were just used to pull the stationary planes to the next position. We were told they would start moving the line again, “once we have solved enough problems.” The thinking had reverted – we have to solve the problems before we try, rather than trying to surface the problems we have to solve to make it work.
Fear had re-entered the equation. It was becoming palpable even to me as, now, an outsider just visiting.
Then in late 2018 and early 2019 two 737 Max planes crashed within five months of each other, for the same reason, with the loss of 346 lives.
Up to that point the cost of managing for “Shareholder Value” had been tremendous, but limited to damaging Boeing’s reputation and finances, as well as the morale in its workforce. Now people had died.
The rest of the story, honestly, remains to be told.
Boeing is at another turning point.
All of Boeing’s CEOs since the resignation of Phil Condit, have been Jack Welch protégés. Welch’s legacy at G.E. was, ultimately, to destroy the company. As I am writing this G.E. has finally completed the breakup into major divisions. Their current CEO, Larry Culp has, at least from what I have heard from people working there, repudiated the Welch era and is focusing on building a culture of teamwork.
If Boeing’s board can find the courage to admit that the results of last quarter decade have been the direct and predictable (and replicable in other companies) outcome of the way the company has been led and managed then maybe, just maybe, they have enough airspeed and altitude to recover from a flat spin.
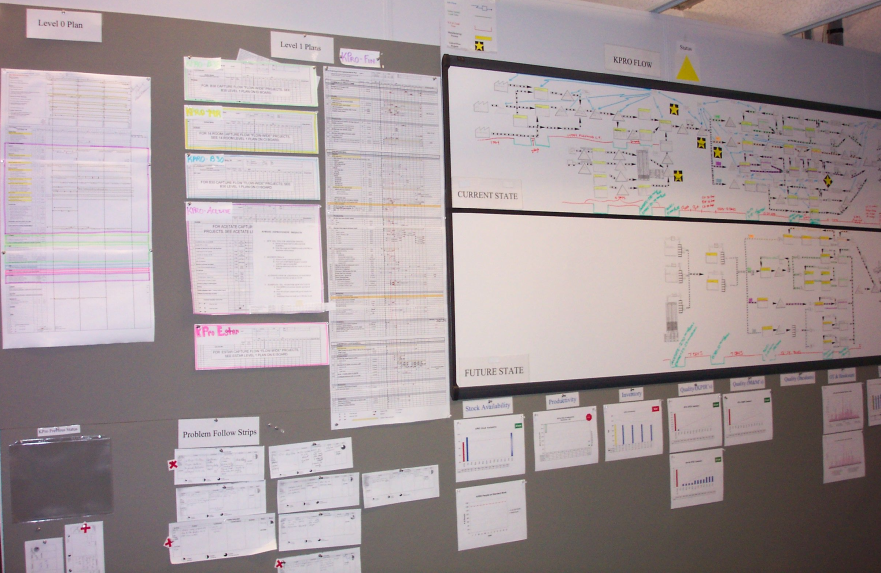
Continuing on the theme of value stream mapping (and process mapping in general) – in the last post, Where is your value stream map? I outlined the typical scenario – the map is built by the Continuous Improvement Team, and they are the ones primarily engaged in the conversations about how to close the gap between the current state and the future state.
The challenge here is that ultimately it is the line leadership, not the Continuous Improvement Team, that drives whether or not this effort is long-term successful.
Getting a continuous improvement culture into place means changing the day-to-day patterns of interaction between people and groups of people. We can put in all of the lean tools we want, but if those conversations don’t follow, the system quickly reverts to the previous baseline.
What is interesting (to me, but I admit I’m a geek about this stuff) is that this is a meta level thing. While we are working on improving the performance of the value stream, we really have to be working on the performance of the process of leadership in the organization.
The value stream map can help with this, but we have to be deliberate about it, and realize that it will be an incremental and iterative process, just as we find in trying to improve how any process functions.
Start With Where You Want To Go
For line leadership, before we even start drawing process boxes, the first step is deciding why you are even doing this. What problem are you trying to solve? What aspect of your current performance needs to change… dramatically?
Is your system unresponsive to customers? Do customers expect deliveries inside your nominal lead times? Does that disrupt your system? What lead time capability would let you routinely handle these issues so they weren’t even issues anymore, just normal operations? That objective is going to bias your current state VSM toward understanding what is driving your lead times, where, when, and for how long, work is idle vs. actually being processed, etc.
Or maybe you need to increase your capacity while holding your costs (vs. just duplicating the existing processes). Now you are going to be focusing on the things that constrain your throughput, activities that consume time within cycles of output and the like.
Establishing that focus is a leadership / management task. It doesn’t work to just say “We need to improve” or even worse “We need to get lean.”
Sometimes these things are obvious frustrations to management, but often they are overwhelmed with general performance issues, or trying to define problems in terms of financials. That is an opportunity to focus back on the kind of performance that would address the financials.
The cool thing here is that you really can’t get this wrong. If you set a goal of radically improving your performance on any single aspect of your operation, you will end up improving pretty much everything in the process of reaching that goal. But it is critically important to have a goal to strive for, otherwise people are just trying to “improve” without any objective.
Then map your current state. The challenge gives you context. The current state map gives you a picture of how and why the system performs as it does.
Just so we don’t get sucked down the whirlpool of focusing too much on the business process in this discussion, the reason why you are getting this clarity is to get (and keep) the leaders engaged. If the objective is something abstract like “get lean” it is easy for them to think they can just get updates while they deal with the “real issues.” We want to attach this to a real issue that they are already working on.
Thus there is no “lean plan.” So many companies make “lean” somehow separate from other business objectives. I never could understand that. Maybe they are trying to separate “gains” that are a result of the “lean program” from those created by other initiatives. It doesn’t work that way. There is only one operating system in play, and that is what drives your day-to-day performance. If you don’t like the performance, you have to change the operating system. That is a management function, and it can’t be delegated.
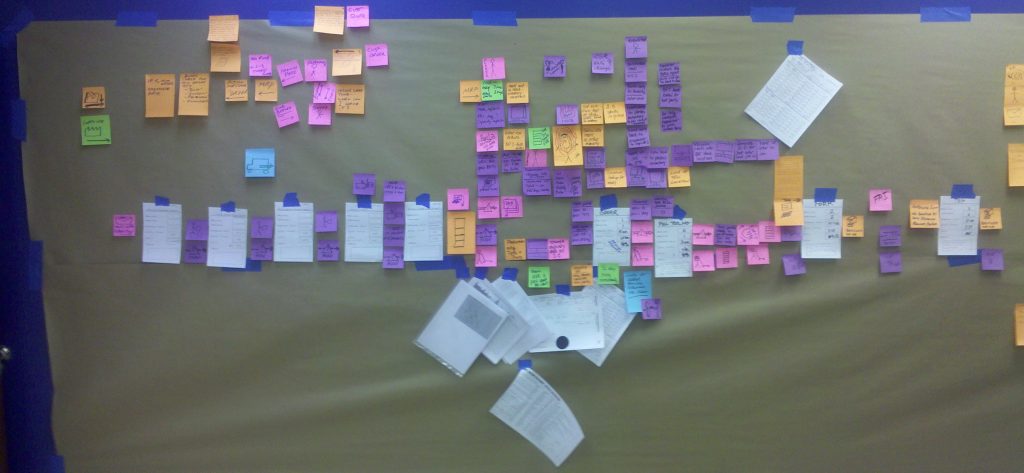
The photo above is a current state map from a process that took several weeks to ship a part that the customer had ordered. Since it was a make-to-order shop, this was, shall we say, challenging for the customer relationship people.
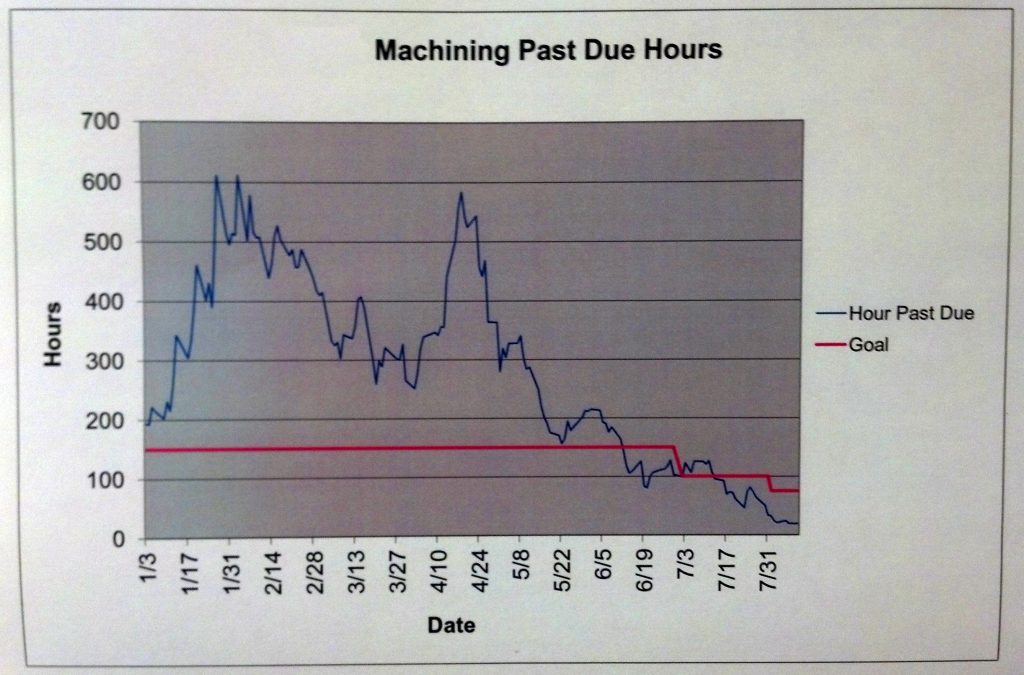
As the team built the map it began to sink in that the time actually making the part was less than 30 minutes, and the value add was about six of those minutes. Their performance metric was “Past Due Hours” which was an abstraction of the programmed jobs that were behind the promised ship date.
Because the customers were always asking the business team members, “Where’s my stuff?” those customer reps were, in turn, always on the shop floor trying to get their orders expedited. They were competing with one another for a place in the production queue.
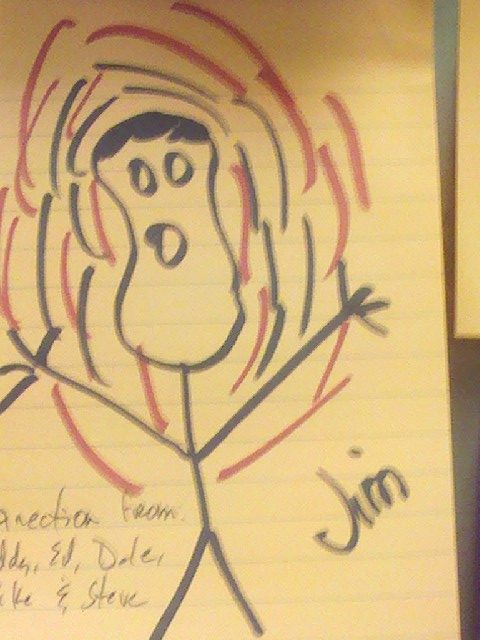
There is an icon in the middle of the map. Here is a close up:
This is Jim. He was an hourly associate whose nominal job was to pull the paperwork, match it up with raw material, and stage the work package into the production queue.
But this role made him the gatekeeper. So the customer service people (you can see their names in the lower left corner) would be pressuring Jim to jump their hot orders (and they were all hot by the time it got to the point where there was paperwork release – another story) into the queue so they could tell their customers that their orders were “in production.”
This put Jim in the position of having to make the priority decisions that the leadership wouldn’t make. Ultimately it was Jim who decided which customers would be disappointed that day. That made his day way more stressful than his pay grade. Respect for people? Hardly.
It also resulted in a staged order queue (materials and paperwork on carts) that snaked through the shop until it finally (days later) got to the actual production cell which, once they started, could actually knock things out pretty fast.
None of this addressed the past due issue. In fact, this made it worse.*
The key question for this team was “Who needs to have what conversation about work priorities so it isn’t all on an hourly associate to decide which of our customers will be disappointed?”
Who Needs To Fix This?
We want to solve problems at the lowest possible level, but no lower. In this working example, asking the shop floor workforce to fix this problem would be futile. Yes, they can propose a different structure, but they do not control how orders are released, they do not control how capacity is managed, they do not control the account managers who are fighting for a spot in the queue. They had been complaining about this bind for a long time. It wasn’t until the people running the business saw how the overall system worked that they understood that this is a systemic issue, and “the system” belongs to line management.
The facilitation question that got their attention was “Do you want Jim to be the one who decides who gets production priority?” Of course the answer was “No.” And that wasn’t about Jim, rather it was the realization that this WAS the existing process, and that wasn’t how they wanted things to operate. As my friend Brian says, “You may not like your normal, but you have to deal with it.”
That is generally the case at the value stream level. Value stream problems are usually at the interfaces between processes. The shop floor can’t, for example, transition from a push scheduling system to pull on their own. If they try, they create conflicts with the existing scheduling system and this usually tanks their metrics – even if performance is actually getting better.
These are all management discussions.
Key Point: The value stream level is a systems view. While you absolutely want input from the people who are engaged in the work every day, working on the system itself is not something that can be delegated by line leadership. They are the ones who are responsible for the overall system, and they are the ones who need to be responsible for changing it.
The Future State Map is a Hypothesis
Once you understand the current condition, the next step is to answer the question, “How does the process need to operate in order to meet our goal?”
The purpose of mapping a future state is to design process flow that you believe will meet your challenge if you can get the system to work that way.
It isn’t about seeing what you could do by removing waste. It isn’t “what could we improve,” it is “what must we change to reach our objective?” Again, this is a management function. It’s called “leadership.”
Which brings me to the title of this post.
Who Is Talking About This Stuff?
If the Continuous Improvement Team simply facilitated the process for line leadership (the actual stakeholders) to grasp the current condition and establish a target (future state) condition, what is crucial is who takes ownership of closing the gap. If the C.I. team are the ones discussing the problems they are often in a position of having to sell and justify every step of the effort to get to the future state.
Likewise, I have seen a lot of cases where the people primarily participating in building the value stream map were working level team members. Yes, it is absolutely necessary to have their insights into how things really are for people trying to get stuff done. Yes, it is critically helpful for them to understand the bigger picture context of what they do. However, all too often, I see senior leaders disengaged under the umbrella that they are “empowering” their workers.
Just to be clear: We absolutely want to create conversations about improvement at the level of the organization where value and the customer’s experience is actually created. The point here is that those conversations cannot be the exclusive domain of the working levels. It is critical for line leadership to be, well, leading. They can’t just delegate this to the continuous improvement specialists. Nor can they simply leave it to the working levels to sort it out – not if they expect it to work for any length of time.
Who reports on progress?
When an executive wants to know the progress toward an improvement goal, who do they call? Do they call the continuous improvement team to report? Or do they call the actual stakeholder who is responsible?
This is an easy trap to fall into. The C.I. Manager wants to show they are making a difference. The senior manager knows the C.I. Manager probably has better information. But that isn’t the conversation we want to create. The conversation needs to be between the line leaders. Yes, the C.I. team can (and probably should) help structure that conversation, but if they inject themselves into the middle (or allow senior management to put them there) the vital vertical connections are weakened – if they ever existed.
Thus, it is critical for the Continuous Improvement team to have a crystal clear picture of who should be having these conversations, and be actively working to nudge things in that direction. This is the process the C.I. team should actually be working to improve.
What should people talk about?
Ah, here’s the rub. For some reason managers today have a reluctance (or even disdain) to talk about operations, preferring to keep conversations in financial terms of cost, earned hours, yield and the like. These are all outcomes, but they are outcomes of process, and it is only by changing the process that those outcomes can sustainably change.
That conversation about progress I talked about above? That can’t be solely about the performance. It has to be about what is changing in the way the work is being done, and more importantly, what is being learned.
What the future state value stream map does (or should be used to do) is translate those business objectives into operational requirements for the process.
What Is Your Target Condition?
How we start to see the organic intersection between Toyota Kata and the value stream map.
The future state map defines a management goal. It also highlights the problems that must be solved to get there. (Those are the “kaizen bursts” that Learning to See has you put on the future state map.)
Those problems, or obstacles in Toyota Kata terms, at the value stream level become challenges (again in Toyota Kata terms) for the respective process owners.
Now the conversations move to the right level. Rather than asking for the status of action items for the “lead time reduction initiative,” the line leaders are discussing progress toward getting the changeover in stamping down to 17 minutes, and the cycle times in the weld cell under the takt time.
In my working example above, the first target condition was to have Jim simply pull the next order from a FIFO queue in a series of slots on the wall. The customer service reps had to meet every morning and could reshuffle the orders in those slots all they wanted, but Jim’s job was just to take the next one. That pushed the initial conversation to the one they had been avoiding: The customer service team talking among themselves, rather than making Jim the arbitrator.
There was a lot of other work as well. They established a rigid FIFO with a fixed WIP level of staged orders. Instead of pushing days of work into that queue, there was a buffer of about an hour (to absorb variation in processing times between various jobs).
At the same time, the team running machines now understood the rate of processing that was required to keep up with the volume of work. That had been totally hidden by the queues before. All they knew is that they were behind. Now the conversation shifted to “Are we going fast enough?” It shifted from discussions about backlog (which really are not productive) to discussions about rate of processing which is the only thing that affects the backlog.
Getting all of this dialed in and stable took a few weeks of daily conversations between the Operations Director and the various managers and supervisors whose work impacted the flow. It involved walking the floor, putting in visual indicators that clearly defined what should be happening – the target condition – and they discussed reasons things looked different: The actual condition now, and what obstacles were being surfaced as they worked to reduce the WIP buffers.
The net result?
Learning is Critical
The current performance is an outcome of the current system. People do their best within the system they have to work within, and we have to assume the system reflects management’s understanding of how things should operate to get the best results.
Even if someone knows a better way, that knowledge is wasted unless it is applied to the overall system of operating – the way we do things.
Epilog
You would never say “The freezer is cold enough, we can unplug it now.” You have to keep putting energy into the system just to keep the temperature where it is. Tightly performing production systems are no different. Over the course of the next year or so past due hours slowly crept back up for unknown reasons. Why? Because they didn’t talk about it every day.
*When a shop is behind, the management reflexes are (1) increasing batch sizes and (2) expediting. There really aren’t any better ways to make the throughout and response times worse.
Thanks to everyone who left comments on the last post, Learning to See in 2023. You are making me think.
Although Learning to See (the book) describes building your value stream map on A3 / 11×17 paper, most of the maps I have seen have been large affairs on a wall.
I like this approach because it shifts people into the position of standing side-by-side talking about what is in front of them, which fosters collaboration.
The question in the title, though, is more about whose wall is it? Who sees this every day, who is standing and talking about the current state, the future state, and steps to close the gap between them?
I usually see these in the Continuous Improvement team’s workspace. That was certainly the case for the one in the photo. Sometimes they would bring management into that room to discuss progress, but all too often that became a report-out to the managers.
And right there we have an interesting situation: The Continuous Improvement Director and his team have a much deeper understanding of what was going on than the people in charge.
This was partly because it was the Continuous Improvement team members who made these maps in the first place. And they were the ones tracking the metrics, including quality, productivity. They were the ones identifying the problems, and they were the ones working to solve the problems.
And they were the ones complaining when things eroded because management “wasn’t supporting the changes.”
As a Continuous Improvement team (and if you are reading this, that is likely you), your ultimate goal is to enable the line leaders by engaging through them rather than engaging for them.
You likely have to get there step-by-step, with successive target conditions, but it is the level of engagement of those leaders, and their growing competency in doing so that you and your C.I. team should be tracking on your walls.
Pat’s comments on my last post reminded me of another post I had written a decade (!!!) ago titled Learning to See in 2013*. I think it is time for reflection and an update. That being said, I think the 2013 post has actually aged pretty well. I don’t see anything in it I would retract, just some things to further clarify or amplify.
Of course that implies that we (our community) is still largely stuck in the same groove we were a decade ago. *sigh*
Let’s ask some questions:
Who is “Learning to See?”
The first time I made a real value stream map was in 1999. A plant manager asked me to build a map of the flows in his factory. I spent three or four days talking to his area managers to get their understanding, observing flows on the shop floor, getting actual cycles, comparing what I observed with what those managers thought was going on.
With all of that information, I mapped out the factory’s flows. It took four 11×17 (A3 size) sheets taped together to depict what happened as raw steel came in one end of the building and was cut, bent, welded, painted, and assembled with purchased components into the final product.
I learned a lot, not only about mapping a process, but about the way this factory functioned, and had pretty compelling evidence that the bottleneck was not what the common knowledge said it was.
I dutifully presented my findings to the plant manager and his continuous improvement manager. And things pretty much ended there.
Years later, another plant manager asked me to come out to their site and map their value streams. This time I was pretty insistent that though I was happy to come out and facilitate the process, it really had to be the site leaders that were doing the observations and building the map. What they wanted, though, was for me to report my findings to them once I was done. I still scratch my head about that one as the General Manager was an ex-Toyota guy who knew better.
Which brings us to:
Who is mapping the process?
Regardless of what structure you use to map your process (VSM, Swim Lanes, SIPOC, to name a few), the learning comes from the experience of building the map and then having to explain it to someone else.
That second bit is important: If you can’t explain it to someone else, you probably don’t understand it as well as you thought.
So, if you are a consultant or internal change agent, and you build the map and then try to explain it to management, guess who learned the most? (Hint: It wasn’t your audience.) The key point here is if your objective is for the line leaders to gain insight into what is actually happening, you are unlikely to accomplish that objective by explaining it to them. They will never gain as much insight as you did.
In the photo above, it is the operational leaders who are explaining what they are learning to me. I’m just asking questions until I understand. They ended up going back out to the shop floor more than a couple of times as the picture came into focus.
Why are you mapping the process in the first place?
I asked this question in the 2013 post: “Why are you doing this at all?” with a context of having some kind of strategic intent, a challenge, in mind.
If there isn’t a concrete challenge or objective in place, this quickly turns into a “What could we improve?” exercise followed by a calculation about whether it is even worth going through that effort or might be cheaper to just outsource the entire thing to a “low wage country.”
But there is another, more tactical, reason to ask this question.
If your step was “Make a value stream map,” then “What do you expect as a result of taking that step?”
I have heard responses such as “I expect the leaders to see what they need to fix.” That, actually, is a testable outcome if you do so with intent. But if you are frustrated that, time after time, a current state process gets mapped and then nothing else happens, then it might be time to ask “What am I learning?”
This kind of brings us back to the importance of that overall strategic intent, because that is what drives the necessity to then build a possible future state map that, if we can operate that way, will deliver the results we need. From that we can establish challenges for individual local leaders and work with them (coach them) toward reaching those challenges.
Again – this is all a lot of work. And it is hard. Thus it is equally important to understand that the higher level goal here is to build capability and competence within your organization. If you forget that part, then it is all to easy to just outsource the mapping (see the beginning of this post) or, worse, outsource your entire value-add chain.
*The title of that post, and this one, is based on a groundbreaking book by Mike Rother and John Shook, Learning to See. Published in 1999, it introduced the term “value stream map” into the vernacular. And it was the first significant publication of the then newly-formed Lean Enterprise Institute. I think Learning to See actually had the impact of establishing a genre – practical application workbooks that sent beyond just discussing benchmark examples and general principles.
Let me profile a company – I have an actual company in mind, but this one is only a concrete example.
This company has been engaged with continuous improvement since at least 1998. Yet, just a few weeks ago, they posted an opening for a Continuous Improvement Director. And this isn’t the first time. I have seen this position posted by this company every couple of years.
The posting explicitly calls out this C.I. director’s responsibility to “champion” their “[Corporate Name] Business System.” That at least implies that the [Corporate Name] Business System is something aspirational that must be internally championed by others rather than the way they simply do business every day. Indeed, they feel the need to hire someone from outside the company to champion their [Corporate Name] Business System to their own leaders. This is pretty strong evidence that the actual Business System within the company is something radically different than [Corporate Name] Business System.
This is not a sign of success over the past quarter century. Quite the opposite. We have a company with people on the payroll who were not even born when the C.I. effort was initiated. If senior leaders have come up through the company ranks, they have been exposed to the tenants of the [Corporate Name] Business System their entire careers.
Yet it is still necessary for a dedicated person to advocate for it.
If this company might be you… here are some questions to think about:
How much actual cultural change has taken hold in the day-to-day operations since you have been engaging in kaizen activities?
Is the daily activity of your line leaders – the team leaders, supervisors, first line managers – reflective of something other than your [Corporate Name] Business System? If so, why? What forces are at work to push those activities in a different direction than the one you say you want? For example, are there metrics or line management expectations that run counter to moving continuously toward 1:1 production at takt? What policies or expectations are in place that systematically undo the results of a kaizen event?
How much daily kaizen is done by your line leaders? Your supervisors? Do your first-line leaders coach your supervisors on improvement? Are they qualified to do so? If yes, do those improvement activities tier up through line management toward the higher-level goals of the company?
Do your manufacturing supervisors have the basic industrial engineering skills? Can they fluently talk about takt time, cycle time, flow, work balance, etc? Are those skills represented in the way they run their day-to-day operations?
If the answers to these questions are largely in the negative — if you have been at this for two decades+ and they are still in the negative, then I think I can safely say that this isn’t just some kind of fluke. What you have been doing is not working. If you are looking to do more of what you have been doing, maybe consider trying something else.
That being said, don’t give up. It isn’t that this stuff doesn’t work, it is that your approach to embed it into the organization has, up to this point, been ineffective.
Consider an approach where the primary focus is on the patterns of day-to-day interactions between people, working toward having them engage in effective problem solving and learning on a daily basis. If improvement only happens as an event, then it is, by definition, not “continuous.”
I believe that structuring those day-to-day interactions is the purpose of all of the so-called “lean tools” (and all of the other “tools” called out by other packages such as TQM, xSigma, TOC, etc). But unless those tools are deployed with that purpose in mind, it is all too easy to put in the mechanics without creating any shift in the culture.
And it is the culture that actually matters.
So ultimately my question is this: Do you have the continuous culture that you want today? If your [Corporate Name] Business System is actually in place, congratulations. But if that culture is still aspirational, and if you are trying to, yet again, hire someone from outside to champion that culture, what is everyone in charge doing?