The client organization was working to incorporate the Toyota Kata mindset – scientific thinking / systematic problem solving – into their daily routines. This was early on in my journey as well, we were all learning.
The company had a structure for how they wanted to go about it. My role was to advise, coach, and be “the expert” in the room. After some initial awareness training and exercises, they set up storyboards and started trying to apply the concepts to actual challenges.
Learning groups of three would practice by doing round-robin coaching, with one in the role of the learner, one in the role of the coach, and one in the role of the 2nd coach.
I would spend about a week a month working with them to help them stay between the guard rails. As long as they were serious about their reflections, and kept the mindset that they were all working to learn something unfamiliar, it worked pretty well.
Then something really cool happened.
One of the managers related that he had used the Coaching Kata to work with one of his employees who was on a PIP.
For those who don’t know, PIP stands for “Performance Improvement Program” and, bluntly, is usually a pro-forma process that ends with the person being fired. The idea is that they are told what changes they must make in their behavior and given a deadline to make them. There are lots of ways to do this in ways that the victim, I mean subject, simply cannot succeed. In general, I consider the entire process disingenuous.
But that’s not what happened in this case. Rather than laying out a checklist of criteria, the manager started coaching.
He took his employee through “Grasping the Current Condition” and had him describe the behaviors(s) that were getting him into trouble. The employee was asked to begin keeping track of those things during his day.
Rather than telling him what must be changed, the manager asked the employee about a Target Condition: What are you working on now? What obstacles do you see that are in the way?
They met every day and reviewed what the employee intended to do, what he expected, what actually happened, and what he learned in the process. Every. Single. Day.
At the end of the 90 day process the guy had changed – to the point of being a totally different person at work. He kept his job, and became a real contributor to the team.
What really impressed me was that this was a novice coach, he had been exposed to Toyota Kata a few months before. And, honestly, it was a low-risk situation for practice (at least for the manager) – they had already written this employee off. But this manager, instead, made a commitment to do the hard work beyond just being critical and documenting every transgression. He had his employee doing the documenting and reflecting as he went.
While we are fond of saying things like, “If the student hasn’t learned, the teacher hasn’t taught,” the truth is that it is only the “student” who can learn, and learning requires an intrinsic motivation to do so. If the motivation isn’t intrinsic you may gain compliance, but that is the best you are going to do.
The coach in the story above created an environment where his Team Member was the one who had to understand the current condition, had to make decisions about what he wanted to change, and had to decide how he was going to try to make those changes.
It wasn’t a case of telling him what to do. There is a big difference between being told, “You need to…” and saying out loud, “I want to…” The coach gave his team member the opportunity to turn that “need to” into a “want to” and then provided structure for doing it.
At the same time, the coach was willing to put in the work to hold that structure in a way that created safe space for the team member to reflect on his own behavior and learn.
This Is the Improvement Kata
And finally – my title is misleading. This is the Improvement Kata. The only difference is in context. Rather than working to improve a process as an outside observer, the Team Member was working to improve the process of his own behavior. The fundamental steps are exactly the same:
Agree on the overall challenge.
Reach agreement on the current condition, including cause and effect.
Establish a concrete goal (Target Condition) and identify obstacles.
Engage in experiments, with discrete learning and feedback, to overcome the obstacles.
Have you had cases where you have used a similar process to help someone through real change? I’d love to hear about them.
(Click on the coaching cards below to download your own if you want.)
Before you read on, reflect a bit on what you think I totally missed. Does this post go where you expected it to? Does it confirm, or refute, your hypothesis about whether Mark was right or not?
What I Totally Missed!
I was too focused on the structures within the Improvement Kata and trying to draw lines between them and DMAIC.
Though we talk about the high-level structure of the Improvement Kata as steps, I think it may be more useful in this discussion to think of that structure as representing four phases* of any improvement or problem-solving effort.
Let’s take the term “Improvement Kata” out of the discussion because, right now, I am finding it distracting. Instead, let’s look at problem solving and improvement in general.
Phase 1:
Regardless of the specific approach we are using, we want to begin by clearly understanding what problem we are actually trying to solve, and what “solved” looks like.
This is the case whether I am looking to improve a process to new levels; whether I am trying to hit some kind of KPI goal; whether I am trying to understand the root cause of a problem; whether I am seeking to develop a new product; whether I am trying to influence someone’s decisions or behavior. Diving into proposing solutions without this understanding can easily turn into an exercise in frustration.
As soon as that desired outcome is understood, it’s a good idea to start tracking it against the goal so we can see what progress we are making.** I tend to default to a run chart for this.
Phase 2:
Once the problem is well defined, the next phase is gaining understanding of what is actually happening so that we can explain any gap between the current condition and the ultimate goal. Depending on the specific high-level problem, we may be trying to understand the relationship between the underlying process and its performance; the relationship between product design characteristics and product performance; the relationship between the user interface and errors; the relationship between the work culture and someone’s behavior; the relationship between the characteristics of whatever we are investigating and the phenomenon we are trying to influence.
We are working to understand the factors that drive the dependent variable of outcome.
Even as we gaining that underlying understanding, we have to be aware of hard-wired human nature to assign meaning to anything we are perceiving. It is really easy to fill in gaps and jump to conclusions. It is important to resist that temptation. Any conclusion being reached should trigger another question along the lines of, “What evidence do I actually have (or need)?” and prompt another level of inquiry.
Phase 3:
Even with my caveats above, the line between understanding what is happening and assigning meaning is more blurred than most practitioners would care to admit.
The formal process of making meaning is analysis. But as we go, it is very common that things we want to address will emerge. Sometimes the thing we need to address is another level understanding. My favorite quote from Steve Spear is, “The root cause of all problems is ignorance.” There is something we do not understand well enough.
At this (some?) point we can propose a hypothesis: If I change x, then I expect to improve (or learn more about) y.
Our analysis may find lower level, operational, metrics that are driving the outcome. For example, if the outcome is a level of productivity, we will probably find some combination of total cycle time and / or sources of delay that are driving output. Or quality yield. Whatever it is, we are starting to build a hypothesis of cause-and-effect between the outcome and the things that are driving it.
We set an intermediate goal based on that hypothesis, perhaps sketch out how the process needs to look, or changes in the product that would be required. Then we look with more focus and ask, “What is making it hard to actually do this?” and propose what problems we might have to solve to get there.
The key is that we (think we) know what we want to try changing, what impact we think that change will have, and what problems have to be solved to make that change actually happen (and, once we prove it works, sustain).
Phase 4:
Then we can pick off one of those problems and start to propose solutions – though it is also common to begin with a need to learn more about it. But those proposed solutions need to be tested. So we propose any action we intend to take as an experiment: We are going to _____, and we expect that ( something we will learn ). That learning may be more information, it may be simply learning that this idea works, doesn’t work, or works in a way we did not expect.
As thorough as we have been, we will likely discover that our information is incomplete. That doesn’t mean we have been sloppy. It means that as we narrow our focus or start making changes we are very likely to discover things that we didn’t see before. It is critically important that the goal of learning takes precedence over proving we are right.
That learning may take us into a different domain than the one we started in. For example, we might be working on something like process cycle time and run into something about the engineering design of the product itself that is an obstacle to improvement. The process is agnostic – it doesn’t respect organizational or functional boundaries. Nor does it respect organizational politics. It just tells you what is in the way of making the change you want to make.
“You don’t have to like your reality, but you have to deal with it.” – Brian Bakke
Back to the top.
Regardless of how the specific approach is structured, reality usually makes it iterative, often at multiple levels. Each change I make is going to have rippling effects on the overall process. Each change is going to bring out more understanding in the obstacles. Even after I have a solution I am pretty sure will work, trying to get it into place and stable offers up a new set of problems. You haven’t solved the problem until the solution is in place as the new routine.
So even if you reach that initial or intermediate goal, there is probably more work to do. Go back to the top, review your understanding of the problem, re-confirm your understanding of the current condition (you may have to dig in again if you have been narrowly focused), develop a cause-and-effect on the CURRENT condition (not just the one you started with), and start working toward that – always anchoring changes are you go.
My Revised Hypothesis
To summarize, although my last post was trying to map DMAIC into the Improvement Kata steps, what I now think I am proposing is that all approaches to problem solving and improvement that work follow a similar underlying pattern. The mechanics may be different, the jargon is certainly different, but at the end of the way we are all trying to take a scientific, fact driven approach to gaining deep understanding before just twiddling knobs and changing stuff.
The Other Thing I Totally Missed
It is really easy to fall into the trap of thinking that the Improvement Kata is just another structure for problem solving. That is, honestly, because when we look at the Improvement Kata as a stand-alone process, it is. That is the other mistake I made.
But the Improvement Kata is not intended to be stand-alone. It is one side of a larger structure.
The thing that Toyota Kata brings in is that coaching is an inherent, embedded, part of the process.
Intended Outcomes
Going back to the origin of Six Sigma, before there were different colors of “belts,” the role of the “Black Belt” was that of the professional problem solver. They would find (or be assigned) a major problem to solve, and go through the process defining it, measuring it, analyzing it, proposing and implementing solutions, and leaving the stakeholders with a “control plan.” Yes, that is an oversimplification, but that is also what I have seen in the wild at a number of companies with active Sigma programs.
So I think the focus here is on how an expert practitioner goes about “solving the problem.”
This legacy goes back a lot further than Six Sigma – with industrial processes we can go at least as far back as Frederick W. Taylor’s (and others) work over 100 years ago. The structure of TWI Job Methods (which was heavily influenced by Frank Gilbreth who was, in turn, an acolyte of Taylor though he had some philosophical differences) is that of a supervisor working largely on their own to streamline the work.
Regardless of whether it is DMAIC or something else (even traditional kaizen events), the classic approaches to improvement don’t have active, daily, coaching conversations built into their very structure. YES, it is absolutely possible to introduce them, but those structures are not there by design – except where they are.
In his early research on Toyota’s culture, Steve Spear talks about them “creating a community of scientists.” Their day-to-day process of improvement goes beyond just soliciting ideas from everyone. There are structures to the process design, and structures in the conversations about improvement, that facilitate becoming a better problem solver.
Toyota Kata is the result of Mike Rother’s research into the nature of those conversations, and then (most importantly!), how other companies might structure THEIR conversations to learn to do this. (Toyota does not follow Toyota Kata! Nor has anyone (who knew what they were talking about it) every claimed they did. Toyota’s intrinsic, unseen routines were parsed out and turned into visible routines that others can learn by practicing the basics.)
What is Toyota Kata For?
Maybe the real question is who is Toyota Kata for?
The way the Improvement Kata steps are usually described in books and training material (mine included, at least up to this point) are as things for the learner (the problem solver; the improver) to do. And, yes, they are… but
This is still (somewhat) controversial within the Toyota Kata community, but I am continuing to reinforce my belief that the structure and specifics of the Improvement Kata are more for the primary benefit of the coach, especially someone who is just developing those coaching skills.
“Why don’t you go do a kata on that?” is good a way to assure that this won’t work any better than to say, “Hey, go do an A3 on that.” Those assignments are neither delegating nor empowering. They are more akin to abdication of any responsibility to develop the skills of the person you are asking to solve the problem.
It is the coach who asks the improver to use those Starter Kata tools. Here is my working example – drawing from my skiing metaphor, but this is true of any coach who is working to improve someone’s technical skill.
A long, long, time ago I took up skiing again after a 15 year hiatus. I quickly remembered why I had stopped – it was a real struggle. This time I resolved to get better and signed up for a half-day lesson at Whistler, BC.
The first thing the instructor (coach) had us do was ski down the hill and cut some turns while she watched. She was evaluating each of us against her internal reference standard of a “perfect turn.” But rather than offering general critique she gave each of us a specific drill – one thing to practice – that would help us get to the next level. Not to perfection, but demonstrably better than we started.
My working hypothesis is that she had a repertoire of those drills in her mind, and based on where she found our “threshold of knowledge,” she pulled one of them and assigned it to us to practice. Mine was a drill that forced me to keep my upper body facing straight down the “fall line” as my hips pivoted underneath me. I can say that, after about an hour of practice, it worked. I became a much better skier that day.***
What about a someone who is just learning to be a ski instructor? I imagine that part of their learning is going to be a baseline of those drills. “If you see this, then assign that.” It is enough to get them started as they learn and develop their coaching skills.
I’m looking at the Starter Kata within the Improvement Kata (the detailed steps of Grasp the Current Condition, the structure of the storyboard, the obstacle parking lot, the experimenting record to name most of them) through the same lens.
Those are structures that a beginning coach can use effectively to help their learner through the framework of improving a process through the rigor of learning and experimenting with scientific structure.
The whole goal is to get someone who is reasonably competent at using those improvement tools up to speed as coach who is, in turn, working to develop someone else to use them effectively.
And there is the key divergence of Toyota Kata. It isn’t just about solving the problem. It is about getting problems solved in ways that develop peoples’ problem solving skills. This is how we create this problem-solving culture that is so elusive in most companies.
We can’t do that by just showing people good problem solving. We have to teach it deliberately in ways that allow people to practice, with correction, the process of problem solving.
But, as I said last week, the Improvement Kata is actually neither prescriptive nor proscriptive about any particular Starter Kata.
So, if you want to use the tools from Six Sigma and DMAIC instead, go for it. But make sure you are doing so with the goal of teaching them, vs. expecting immediate competence! Be ready to work side-by-side with your learner, or break the task into smaller bits. If they are left feeling incompetent or put on the spot they are less likely to return for more learning.
This is how you can move from the culture of the “Black Belt” expert practitioner toward a culture where everyone is applying the basic structure to everything. Sending people to “Green Belt” classes isn’t going to do that on its own. There has to be structured practice using the logical structure until it is habitual. It isn’t part of the culture until (nearly) everyone talks that way.
The Coaching Kata
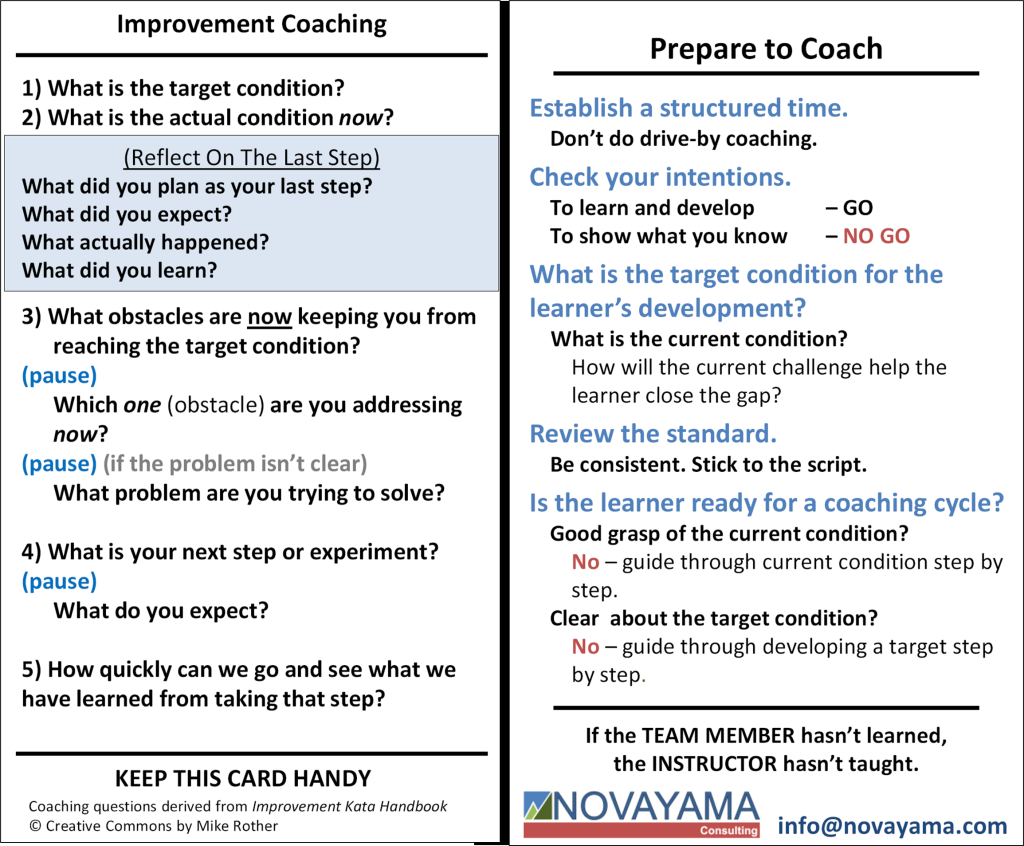
The “5 Questions” of the Coaching Kata are designed to give a minimum viable framework as a launching point for someone who is learning to coach in order to develop people’s problem solving skills.
That’s the key: This isn’t about the boss knowing the technical solution. It is about learning the mindset behind teaching and coaching someone else through discovering the technical solution. This is the part that is adaptive – the coach is often the stakeholder, and they have to adjust their behavior, assumptions, and maybe even values about what is most important for this to work well.
If they “coach” by leading with, “Why don’t you just…?” or “Have you thought about…?” they are disguising direction as curiosity.
A skilled coach is going to be patiently persistent, questioning the learner through deeper and deeper understanding, often having them go back for more understanding in the process. The coach has to know the point at which the learner starts speculating, and ask about how we are going to verify or confirm that.
If the coach sees the understanding gap, they can pull from their repertoire of things for the learner can use to gain more knowledge. That might be “build a block diagram, but let’s go watch the process so we can see what is really happening.” It might be, “Great data points, can we put them on a run chart so we can better see the patterns?”
You can’t do this in a conference room – once the threshold of knowledge is reached, the only place to get more understanding is back where things are actually happening.
But the whole point here is that we are working to establish patterns of conversation within the organization. We are working to build problem solving capability so that more problems can be solved, closer to the point of origin. This is, I think, fundamentally different than a parachuting in a professional problems solver to do the heavy lifting.
As a Change Agent
IF you are working to shift the organization’s normal patterns toward collaborative problem solving (not everyone is), then I think a Change Agent is better served by understanding (Grasp the Current Condition!) the existing problem-solving structure, and then adapting any adjustments you are thinking about to minimize the change you are asking people to make. Make those adjustments as deliberate experiments. Prepare yourself to be surprised when people respond differently than you thought they would. You can make a lot of change over the long arc, but the right now change should be based on improving something that already exists.
Contrast that with the new “Lean Program” or “Now we are going to do DMAIC” that takes everyone through classes, uses alien words with pedantic definitions. The message buried in that approach is, “You aren’t competent, and I am, so let me show you what I know.” My name for that is “Creating resistance as you go.”
If I adapt whatever terms they use, and start asking intensely curious questions that nudge things away from rote application, and deeper into actually thinking about what they are seeing and learning, then I am leveraging what they already know and building on it.
Big difference.
*Yes, for Kata purists, we have the “Planning Phase” and “Execution” (or “Striving”) phase. I’m expanding the “Planning Phase” into three “phases” each corresponding to one IK step.
**There are a few use cases where the outcome is binary. The one that came to mind was an investigation into the cause of a single incident. There isn’t necessarily a continuous metric as they converge on root cause and countermeasures in that case. Still, the underlying logical structure of that investigation is going to follow the same general pattern I am outlining here.
***What I just realized as I was reviewing this for publication is that in the years past I had been taught the basics to get a beginner skier going, but had not been taught anything else. Thus, I had been trying to apply those beginner drills in more challenging situations – without that coaching that would have helped me progress through each limitation as I pushed my abilities. In skiing terms, wedge turns don’t work on intermediate / advanced slopes. At least not very well. I was stuck as a beginner trying to use beginner’s techniques in more advanced situations.
This is an important lesson for the Toyota Kata community. The starter kata are just that. There are real-world situations that require more sophisticated tools to uncover what is actually happening. We (as coaches) have to be prepared to help if (when) a learner gets in over their head.
I am going to start off by acknowledging that my background with Six Sigma and its other x-Sigma flavors is mostly anecdotal. I have read the books, I have worked as a Quality Director in a company with a lot of Six Sigma background, and I have done a lot of continuous improvement work with people who had Six Sigma context. I understand most of the mechanics, but I have never personally used the pure DMAIC process to do a “project.”
With those caveats out of the way – I’ve been having some rich conversations about bringing the Toyota Kata framework into a Six Sigma culture without making Kata something foreign and alien.
I actually kind of addressed this back in 2014 with this post. But the recent discussions have had me think about it more, and it’s been 10+ years, so let’s go through it again.
And finally, before I get into the meat, PLEASE comment and discuss. I’m not putting this out there as fact, but more as a possible hypothesis. I am here to learn. If enough people show interest, we can even set up a Zoom call and dig in more if you want.
The Improvement Kata
This part will go into a lot more depth than I originally intended to, but I felt the need to establish some kind of fundamental baseline of the Improvement Kata for the Six Sigma audience that might have come here thorough a search engine. That being said, this is a brief overview of what the Improvement Kata is about, not a comprehensive reference.
The Improvement Kata has four major steps. What follows is my interpretation which has been developed over the last 15 years of trying to apply them and teach others to do so.
These are steps that we coach the learner / improver through as they are trying to tackle a challenge.
Understand the Direction / Challenge
The key word here is understand. One way an organization with a strong culture of developing people does so is by challenging them to take on something that is going to stretch their capability. This is different from a traditional “stretch goal” that might have some kind of bonus attached to it, because this challenge comes from a leader / coach who is taking on the responsibility of making sure the improver succeeds. I think the best story of how this really works is in The Toyota Way of Lean Leadership by Jeff Liker and Gary Convis. (The book links in this post all take you to the Amazon listing. If you click through and buy something I get a small kickback at no cost to you that helps me run this site.)
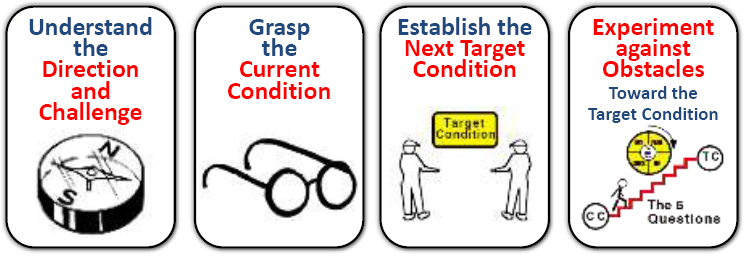
Mike Rother’s first book,Learning to See describes the process of mapping a “value stream.” An outcome of that process is understanding the things that must change or improve for the Future State to work the way we have designed it (the “kaizen bursts”).
The value stream map clip on the right side of this picture is taken from the book. On the left is the conversation a manager / coach might have with the supervisor of the stamping area.
Toyota Kata Cultureby Gerd Aulinger and Mike Rother offers a good example of this. This is a video of Gerd’s presentation to Kata School Cascadia on the process of developing problem-solving capacity and cascading goals.
There is an alternate form of this step, where it is up to the learner to determine their challenge. In a corporate world that is much less than ideal. It is appropriate, though, for people working with a coach to practice the Improvement Kata on a personal goal of some kind.
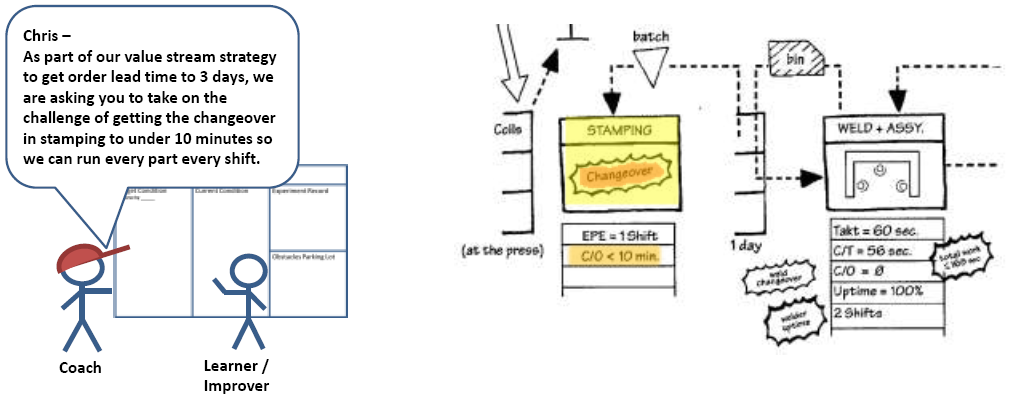
In either case, we want to end up with a way to know when we have met the challenge. We usually call this the outcome metric. I like to say that the outcome metric is what bridges between the Challenge and the Current Condition.
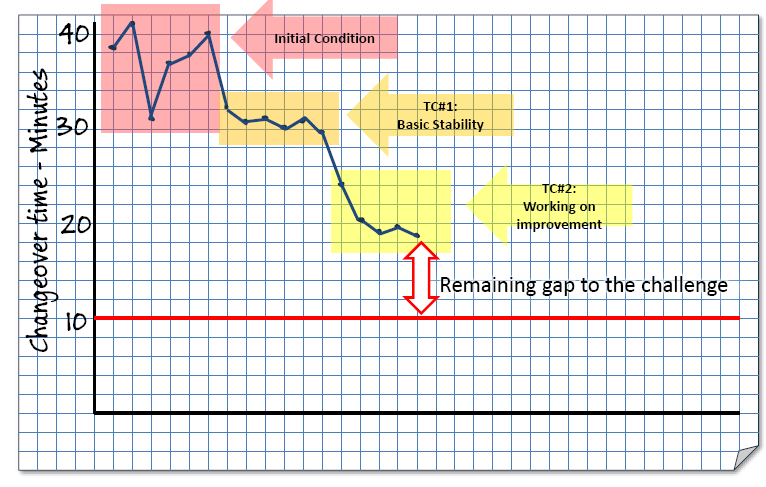
Once the outcome metric is understood, we should immediately start charting it. This is the first step of Grasp the Current Condition.
This example shows a hypothetical changeover time as the learner progresses through a few Target Conditions on their way to the ultimate 10 minute challenge.
Grasp the Current Condition
In this step we (the coach) guide the learner through a series of steps designed to help them gain understanding of what is actually happening in the process. We want to go beyond outcomes and results, and understand the dynamics of the system. Ultimately we want to develop a cause-and-effect understanding between the process itself and the results that we want to improve.
The starting point is to understand how we are going against the challenge, and then to understand what the customer needs and when they need it. Then we dig into understanding the “normal operating patterns” within the process itself.
It is really important here to exercise some discipline and resist the urge to start brainstorming ideas of things we can change. This can be challenging in an organization with an “action now” bias, and it is up to the coach to keep a gentle but firm foot on the brake pedal to keep things from careening down the mountain.
The goal of this step is to get enough information to make an informed choice about what we want to work on next. This is not necessarily exhaustive information about everything. One advantage of this approach is that by progressively narrowing the focus, we can keep the details relevant to the problem we are trying to solve right now.
Establish the Next Target Condition
This is a point of decision: What are we going to strive for next? Often the challenge is daunting. A Target Condition narrows the scope, and brings the timeline down to (usually) a couple of weeks. In the example run chart above, the Learner likely saw that the current changeovers were wildly inconsistent, and made a decision to go for stability first. That is usually a good place to begin. Until there is some stability it is hard to see the effect of future improvements.
Process Metrics
A key component (maybe THE key component) of a Target Condition is what we call a process metric. That is the thing we are actually working to change.
Often (almost always) the Challenge (which we are measuring through the Outcome Metric) is a dependent variable – something we cannot directly impact. For those of you who have not tired of sports analogies, this is the score of the game. In the words of a local celebrity sports commentator from the late 90s here in Seattle, “All you have to do to win every baseball game is score more runs than the other team.” True, but not actionable.
The process metric is usually an independent variable – something that is driving the outcome. In other words, something about the way the game is played. These are things we can affect.
I can’t just say “we are just going to make more units per shift” but I can work on improvements that impact the cycle time. I can’t just say “we are going to make the changeover 10 minutes,” but I can work on reducing the tasks that must be done while the machine is stopped.
Obstacles
Part of establishing a Target Condition is to ask some form of, “Why can’t we just do this now?” What we are looking for is Obstacles – the characteristics of the current process or environment that make it hard to change the process metric. In the language of TPS, those are problems. Another company I work with chooses to call them “issues.” The words matter a lot less than the understanding – these are the things we need to work on.
It is also common (normal?) for the initial obstacles to be more about things we need to understand better before proceeding. Our focus is narrowed now, and we may have to go back into Current Condition mode, just with finer granularity. “Where does the time actually go?”
Experiment Against Obstacles
Mike Rother’s book The Toyota Kata Practice Guide describes everything up to this point as the “Planning Phase,” and the actual process of experimenting (really LEARNING) as the “Execution Phase.” My awesome friend and amazing Kata Girl Geek, Gemma Jones, has started calling this the “Striving Phase” and I think that describes what we are doing much better.
(My original review of the Practice Guide from when it was first published is at this link. )
The simple fact is that we don’t know the answers or solutions that are going to get us there. They need to be discovered, to be learned. We learn by running experiments to test ideas, to get more information.
One key thing that distinguishes Toyota Kata from other similar descriptions of PDCA is that Toyota Kata makes the iteration explicit. This isn’t a one-and-done process.
An experiment is an action step the learner plans to take AND a prediction of what will be learned, or what impact that step will have on the process (metric).
Each experiment is followed by reflecting on what actually happened vs what was predicted and what was learned. That learning, in turn, informs the next step.
Iterate
The Improvement Kata is a process of nested iteration. We are iterating experiments against obstacles on the way to a Target Condition. Once a Target Condition is achieved (or the achieve by date reached without achieving the TC), first pause and reflect on what we have learned, then we iterate back through confirming our understanding of the challenge, grasping the current condition, and establishing the next target condition.
It is important to do this because we have been narrowly focused, and it is likely that the changes we have been making have had an effect on parts of the process we have not been explicitly working on. No matter what, the Current Condition has changed, so it is important to use up-to-date information to establish the next Target Condition.
Coaching
The whole point of this process is to solve the problem in a way that improves peoples’ problem solving skills. This is where the coach comes in.
Where the learner is working on the focus process of the challenge, the coach is working to improve the process of how the learner thinks. That is why we often give the challenge to someone who needs to grow into handling it.
The coach’s main job is to keep the learner between the guard rails of good scientific thinking. The structure of the “5 Questions” Coaching Kata is a starting place for the coach to develop the skills required to help others think more clearly.
Mapping to DMAIC
Another term we use in Toyota Kata world is “threshold of knowledge.” This is the boundary between, “things I actually know” and “things I might be speculating about.” That boundary notoriously easy to cross without knowing it. It is easy to start treating our assumptions as known facts.
I said all of that because I am talking about DMAIC, and I am way beyond my threshold of knowledge about the nuts and bolts. Feel free to correct and enlighten me where I have gotten something fundamentally wrong. However I am trying to keep this at the level of the principles, so I’m not going to go into the gritty details of statistical tools at all.
Define
As I understand it, the main goal of the Define step is to be clear about the problem we are actually trying to solve. I do not see a fundamental difference between this step and the “Understand the Direction / Challenge” step of the Improvement Kata. I believe both should give us a clear outcome gap we are trying to close.
Measure
Right away the word “measure” can impose a limit on thinking. I believe there is a lot more involved than just numbers. Though the tools may be different, Measure maps pretty will in intent to the Improvement Kata step of Grasp the Current Condition.
The Voice of the Customer step examines the same things – what does the customer need, and when do they need it. Since Six Sigma has roots in the Quality Movement, there may be more depth here, which is awesome. The Improvement Kata is a starting point, and is not prescriptive (or proscriptive) of any tool or technique that helps us gain better understanding. The goal is the same.
We are still mapping the process, and working hard to gain understanding of where problems occur (for example).
Statistical tools can (sometimes) help gain more understanding. For example, the classic SPC chart can give us insight into whether a particular part of the process is operating the way we should expect it to (“common cause variation”) or if it is being continuously disrupted by outside forces and true anomalies (“special cause variation”).
That being said, MY caution here is that statistical tools can often become a “wrench in search of a screw to pound” – knowing them is not equivalent to needing them for any particular problem.
Analyze
Now we are looking at what we have learned and making decisions about where to go first (or next). DMAIC is not explicitly iterative, put in practice I think it is.
The outcome of my analysis is analogous to a Target Condition. Instead of obstacles, we have things like sources of variation, but those are still the problems we need to better understand and solve.
Improve
If I am doing this well, then I am running experiments. I have ideas, but I have to test them to see if they are worth pursuing, and then if they actually have the impact on the process that I expect them to.
So this isn’t just brainstorm a list of action items and implement them.
If I were coaching a Six Sigma minded person, instead of asking about “obstacles” I might ask, “What sources of variation are keeping you from reaching your Target Condition, and which one are you addressing now?”
Improve maps very well to the “Experiment Against Obstacles” step of the Improvement Kata.
Control
It is interesting (to me) that this is listed as a separate, discrete step. But “standardize” as a separate step is pretty common in a lot of “lean” circles. I doesn’t work that way.
The complaint I often hear from change agents is that “management” (or “they”) “are not supporting the changes.” What exactly does that mean? What, exactly, do you expect to be different? In other words, what changes have you made to the daily management system itself?
Let’s look at the goal of that statistical control chart. Yes, it is telling us if the process is “in control” or “not in control.” But what happens if it isn’t? A data point goes outside the control limits; or the mean actual mean has shifted to a point above the historic mean. What do you expect to happen now?
All the chart does is give us information, it doesn’t actually “control” anything. It tells us when intervention is appropriate.
All of the so-called lean tools do this. They are instruments that tell you if your process is operating as it should, or if something else is happening.
But unless that information triggers immediate intervention to learn more, correct back to the standard condition, and start to understand what we need to do to prevent that problem from recurring, then the process will inevitably erode. “You can’t just decide the freezer is cold enough and then unplug it.” You have to keep putting some amount of energy into the system just to maintain it.
Control, then, is a process, just like any other. This is the heart of your shop floor daily management system. If done well, then every day things run a little smoother. If not, well, they don’t.
So “control” is really part of “improve.” If they aren’t done in rapid iteration then you are unlikely to hold any gains.
A saying from one of my ex-Toyota coworkers was “No problem is a BIG problem.” If things are running smoothly it doesn’t mean there are no problems. It means your system is blind to them. Time to investigate further.
Conclusion
OK, I’m going to resist the temptation to go off on deep dive tangents and stop here. This is already too long.
Hopefully this creates some discussion. I’d love to hear from you.
I think the discussion was pretty rich – though rich discussions happen frequently in these sessions. If you weren’t there, and aren’t on the mail list for the recordings, here’s a (lightly edited) sample for you. FOMO Warning!
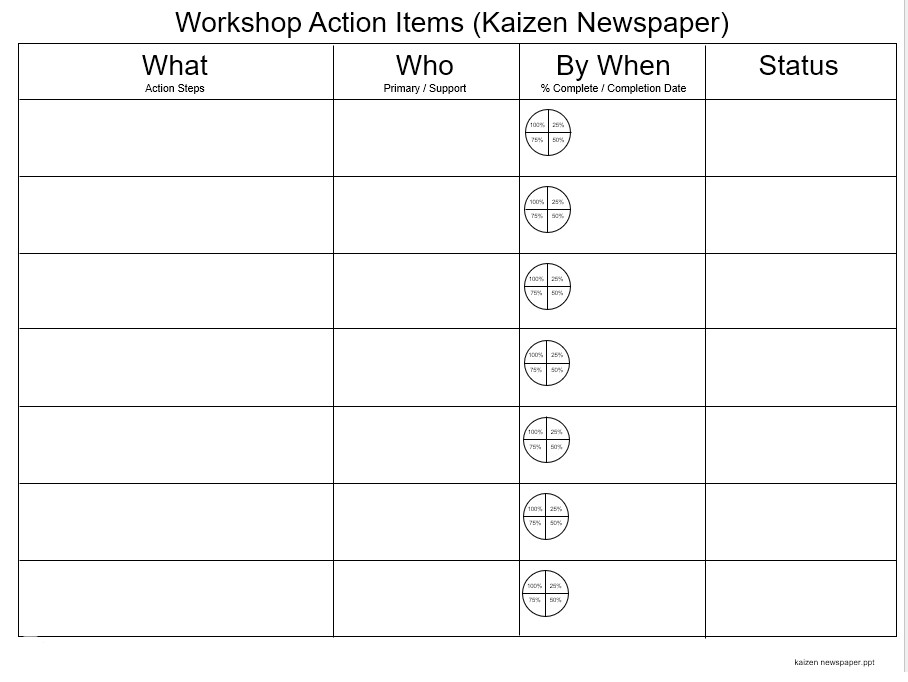
In a traditional kaizen event there is usually some kind of todo list for keeping track of progress implementing the ideas of the team. A common name for this form is “Kaizen Newspaper.” The below example is pretty typical. This is a real one from the early 2000’s.
This form reflects a bias in western (certainly USA) business to focus on getting stuff done. I think it might be helpful to reflect a bit on the assumptions that are built in to this structure.
One of my favorite quotes is from Grace Ng: “All customers have problems, all problems have solutions. But not all solutions have problems, and not all problems have customers.”
In the context of this form, the “What” or “Action Step” is usually a solution. We are going to do something. And once the “What” is decided, then the rest falls into place- Who is going to do it, by when are they going to get it done, and what is the current status? And it is all to easy to get pulled into the implement vortex without ever thinking about “Why?” are we doing this – what are we trying to accomplish? How will we know we have accomplished it?
This is also a typical structure for a management staff meeting, and even discussions about strategy – they devolve into “What are we going to do?” and often skip over “Why are we doing it?” In other words, “What problem are you actually trying to solve?”
The “Progress Wheel” tracking percent complete implies an assumption that there are multiple steps involved, and implies a conversation about what those steps are as that wheel is filled in. The quality of that conversation depends on the skill of the coaching and facilitation.
The “By When” or “Due Date” implies that days will pass before we expect this action to be completed. It might be tomorrow, but often is not in practice.
This means that we expect that we wouldn’t get everything done that week. These newspaper items frequently carry over and are supposed to get done as follow-up work after the kaizen week is over. In practice, these things often fall victim to the daily whirlwind and languish. The “newspaper” is now more of an archive. It isn’t about today anymore.
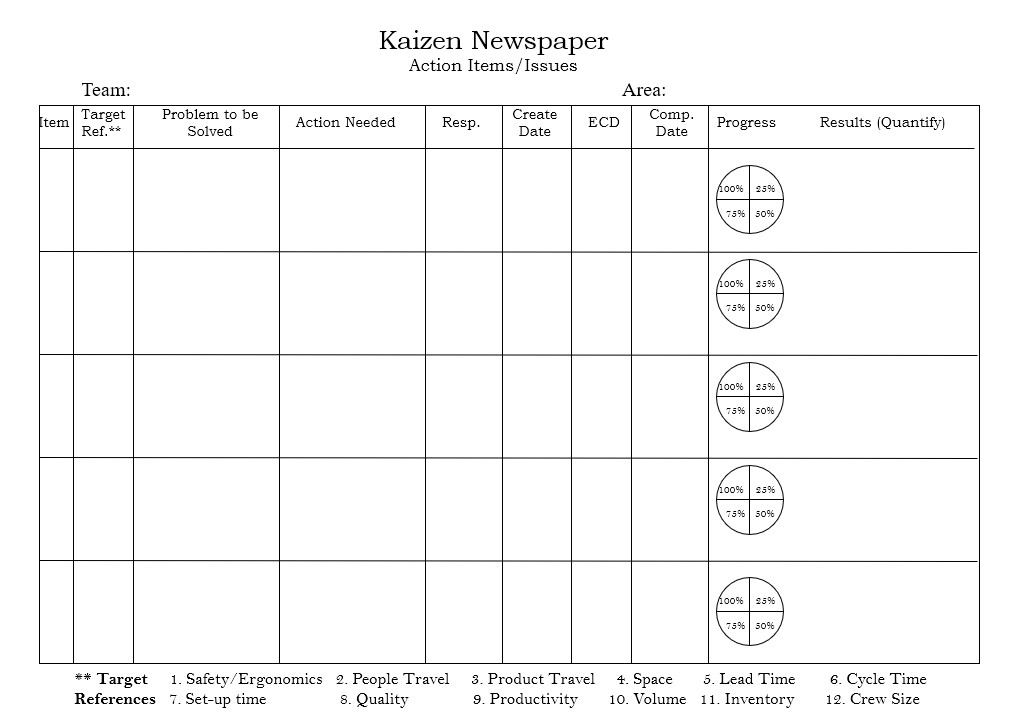
Here is form from another company in the same era. As an aside, this company added “Complexity” to their list of wastes, and perhaps we can see some of that reflected here. But it takes a step in the right direction by adding “Problem to be solved” and, through the “Target Reference” block tries to tie it back to an intended result. It also has a column for “Results” on the far right.
What neither of these forms does, though, is ask “What result do we expect? They depend on skilled facilitation and coaching to ask that question as the team is proposing the idea. One of the challenges we often face (again, in the West and especially the USA) is with our focus on action we don’t default to asking that question.
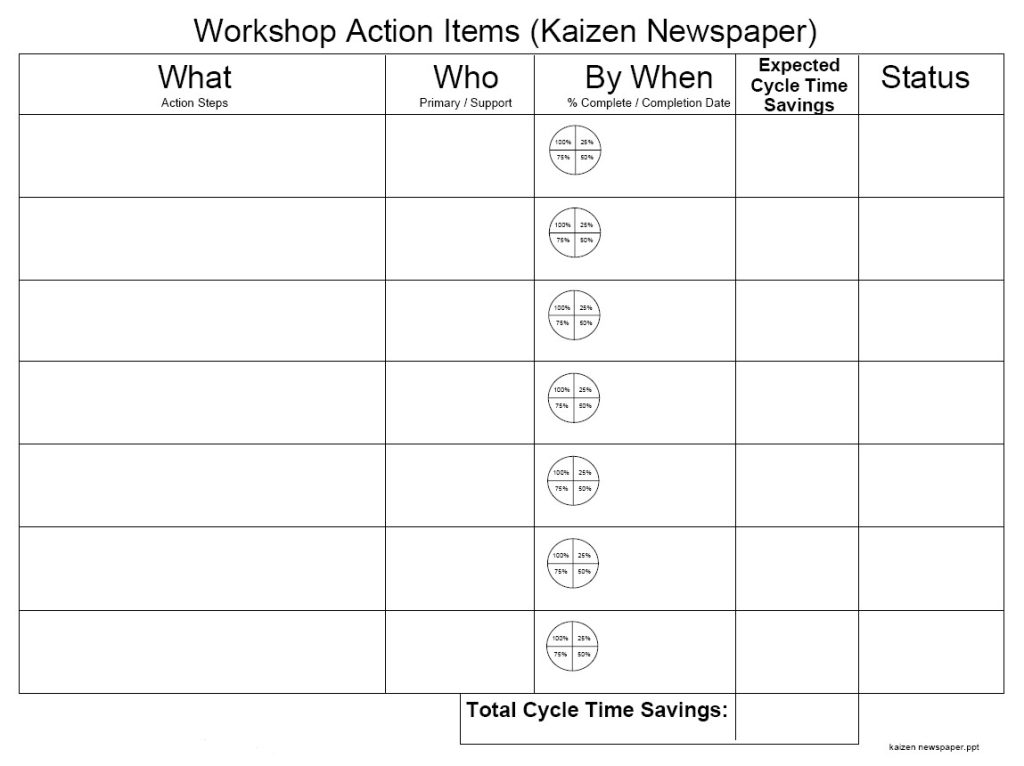
One exception I experienced in May 2001 was a Shingijutsu consultant (and I don’t remember who it was, unfortunately) who had us modify our kaizen newspaper that week to add a column that captured the cycle time we expected to save as a result of implementing that step. (I know the date because I did the modification on the original file and still have it in my archives.)
The idea was to make sure that we were implementing enough changes to deliver the cycle time target.
What it didn’t do, though, was capture the actual cycle time savings from the action.
What Are We Trying to Achieve?
A common assumption in many continuous improvement efforts is that if people participate in enough of these kaizen events they will experience a mindset shift. The challenge here is that the events themselves are usually focused more on results than on explicitly teaching and practicing the mindset1.
Don’t get me wrong – results are important, especially if you want to keep doing this. It is rare that any organization has infinite (or any!) patience for a lot of discussions around history, hypotheticals, or theory.
That means we have to actually solve real problems. We have to get stuff done. We have to at least look like there is a bias toward action if we want to survive as change agents in most organizations. The key is to solve the problems in ways that develop people’s problem solving skills.
That means making the mindset we want to teach more explicit.
This is the whole point of Toyota Kata.
Build the Coaching Into the Process
A highly skilled coach or facilitator brings teaching the problem solving / scientific mindset into the process, regardless of the forms and structure being used. But we can make this easier on both the coaches and the learners with adjustments to the structure.
While all of the artifacts of Toyota Kata are designed to do this, I want to avoid my tendency for scope creep and stay focused on one (really two) of them that fulfill the intended purpose of the Kaizen Newspaper in a way that develops peoples problem solving skills.
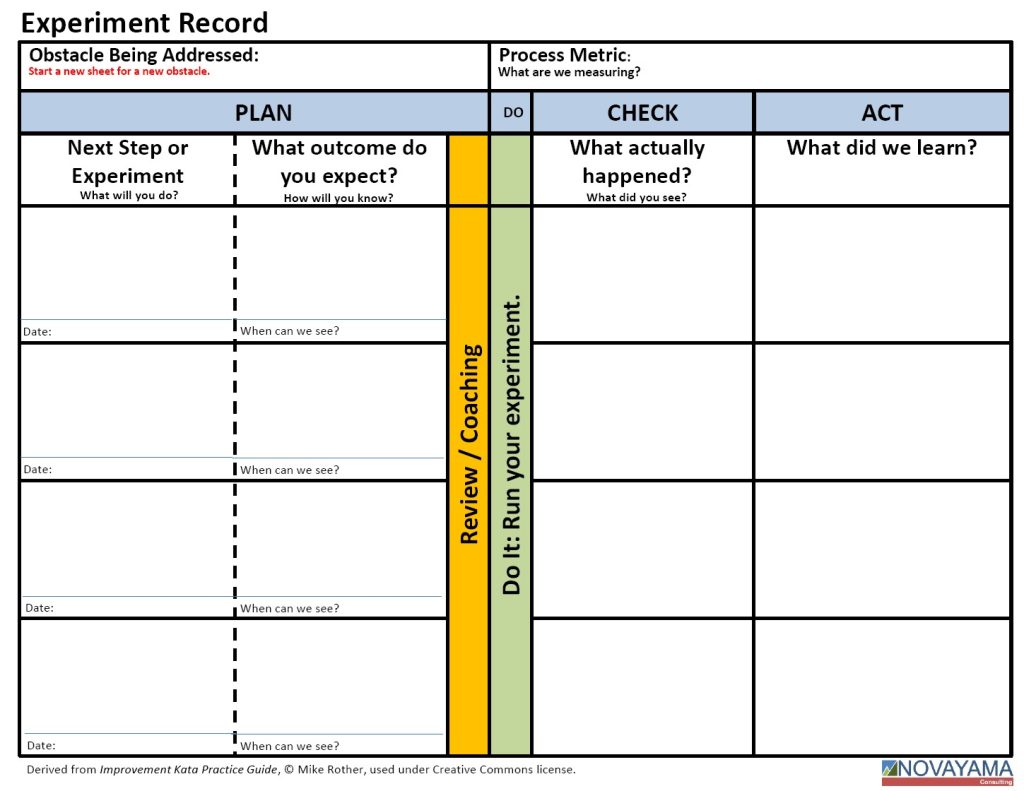
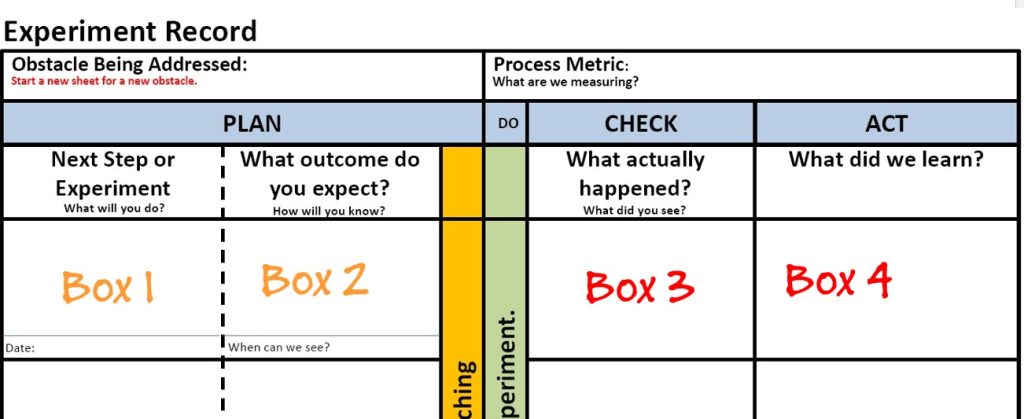
The Learning Record (aka the Experiment Record aka the PDCA Cycles Record aka the PDSA Cycles Record)
I call this form the “powered gear” that drives the entire process. Let’s look at the structure2. The form is structured in a way that turns action items into hypothesis tests.
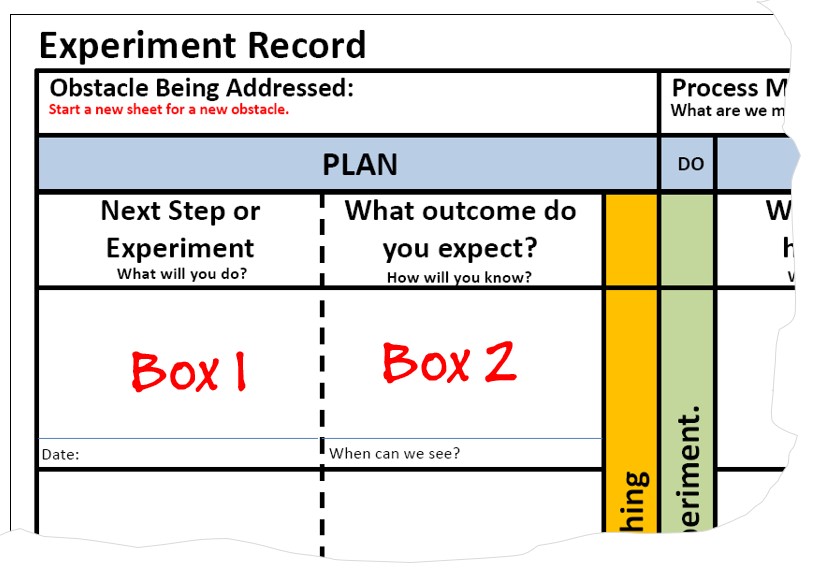
The first, obvious, thing is that we aren’t just saying what we are going to do and by when. Each action, which we are calling a Step or an Experiment, has a specific predicted result or outcome. Separating the step being taken (the action) from the intended or predicted result helps people distinguish between the two. Allow me to elaborate.
I often see a result or outcome being listed as something that we are going to do. This can go as far as something like “Increase gross margin by 3%” as an action to take.
But that is an outcome (and an indirect outcome at that). It doesn’t say what we are actually going to do that we predict will produce that outcome.
One (the action) is cause. The other (the result) is the effect. Distinguishing between cause and effect is one of the core fundamentals we are trying to teach people who are making improvements or changes.
Explicitly separating what we are going to do from the result we expect helps people practice this mode of thinking. But the coach has to be prepared to ask good questions rather than just buying whatever is written in the boxes.
Taking this a step further, I have sometimes found it helpful to ask a learner to first decide what they want to learn, or the effect they are trying to achieve and write that in Box #2 first. THEN I ask, “What action are you going to take that you think will [ read what is in Box 2 ] ?” and write that action in Box #1.
I can also ask the learner to say, “I intend to [ read what is in Box #1 ] in order to [ read what is in Box #2].” For example, “I intend to rearrange the end of Alice’s work path in order to cut 3 seconds of walking from her cycle time.” If that sentence doesn’t make grammatical or logical sense, there is more thinking to do.
In general (this is a rule of thumb, not a hard rule) there are three kinds of actions that get listed here.
A straight up hypothesis test – make a change with a predicted effect on the process, like the example with Alice’s work cycle above.
Gathering more information – for example getting more detailed information about the current state of part of the process. This might be something like breaking down the cycle time of an individual operator into discrete steps. This could be where I learned Alice has 4 seconds of walking back to the start.
Trying something in order to learn. For example, we have a target process that we can run, but we don’t have a good idea what the obstacles might be. The experiment would be something like “Run to the target process and carefully observe what actually happens” and the expected outcome would be “To learn what the obstacles are.” This is particularly effective for finding sources of process variation.
In general, and this is also more of a guideline, I want to see enough detail that we could give the sheet to someone familiar with the process and they could carry out the experiment from what was written. (This is just a thought experiment! DON’T actually do this. I can confidently predict that you’ll end up repeating the experiment because “what actually happened” won’t be what you thought – though that is an experiment in communication in its own right.)
The “Review / Coaching” line (yellow on this form) is the gate. We don’t cross that line until we have the coaching conversation, just to make sure everything I mentioned above is tight.
All we have at this point, of course, is a hypothesis. “If I do what is written in Box #1, I predict I will see (or learn) what is in Box #2.” Now we have to test that hypothesis. That is why we call this an experiment.
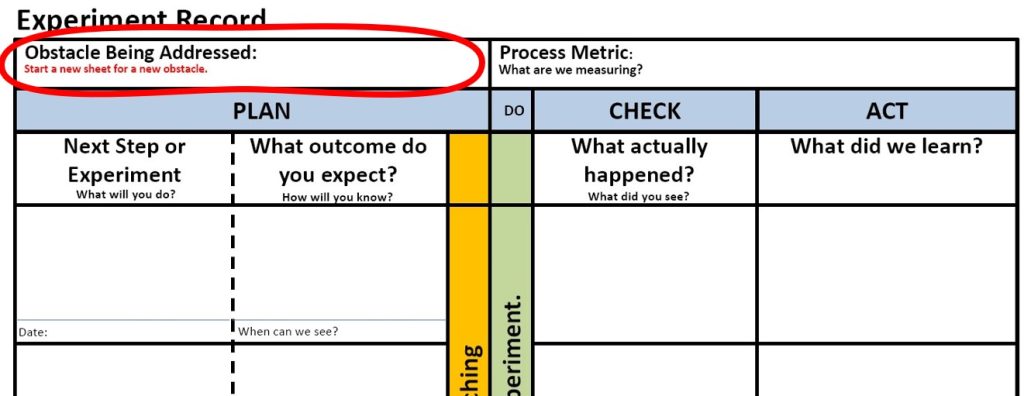
WAIT A MINUTE! Back up! What Obstacle Are You Addressing?
When you are running experiments, you are working to overcome some obstacle that is between you and your goal – your target condition. You want the process to operate in a new way (the target condition), but for [reasons] it can’t. Those reasons are obstacles.
This is different than the typical approach of just brainstorming a bunch of things to do and implementing them. We are targeting a specific way of operating (which is often an intermediate stage on the way to something more challenging).
We want our learner / improver to have an obstacle, problem, unknown of some kind, in mind. It may take – it usually takes – more than one experiment to learn enough to overcome that obstacle and move on to the next.
Address one obstacle at a time.
The Experimenting Record provides structure to reinforce this mindset by having the improver write the specific obstacle or problem in the space on the upper left corner before engaging any experiments. If they don’t know what the obstacles are, then write that as the obstacle, try to run to the new work pattern in order to learn.
“What problem are we actually trying to solve?” is a question that can often reign in an otherwise chaotic discussion about what to do.
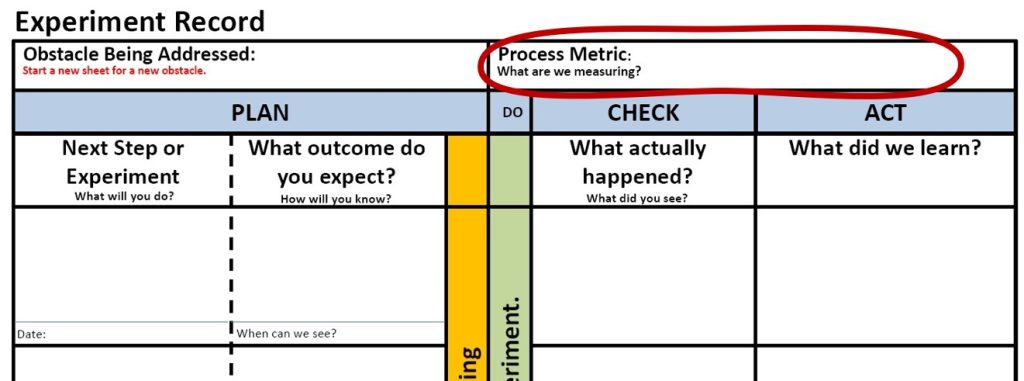
The upper right corner has a space for a “process metric.” Without going off on another deep tangent, this is the attribute of the process result that we are trying to affect. The target condition should include a target value for the process metric so we can tell if we are actually making progress toward the target condition.
The process metric can be something like the cycle time of a particular operator; the minutes of exercise I am trying to achieve every day; the amount of variation in a process parameter we are trying to control. These are all things that we can immediately, directly, measurably affect by changing the process in some way.
Why did I address this part of the form second when it should be done first? Because it is very common to bleep over this part and just start writing experiments only to have the effort get diffused later.
Maybe my little digression was unexpected which might result in you remembering it a little better.
Now – Run Your Experiment
In the classic Plan-Do-Check-Act cycle we discuss “Do” and “Check” as sequential activities. In practice they are simultaneous, or nearly so. You should verify that the action you are taking is actually the action you planned to take. CHECK that your DO matches your PLAN.
If you ended up doing something different, you want to make a note of that, because you likely can’t say your plan didn’t work if you didn’t actually carry it out. What ACTUALLY happened? What did you experience? What did you see? What result did you actually get?
The things that we want to see written in Block #3 of the Experiment Record are objective facts. Please don’t just repeat what was in Block #1 in past tense. As a coach I want to see what you actually did as well as the actual outcome vs the planned outcome. And this includes outcomes that you didn’t anticipate. Sometimes those are good surprises – collateral benefit. Sometimes you learn that you need to pivot to a different idea.
Block #4 is subjective. What did you actually learn? There is usually more to this than what was simply in Block #2. This is also a good time to look at your obstacle list and make additions, deletions, and edits. Those are also things that you learned.
After Your Experiment
If you have had an impact on the current condition, update that. As I mentioned above, scrub your obstacle list and make sure it is up to date.
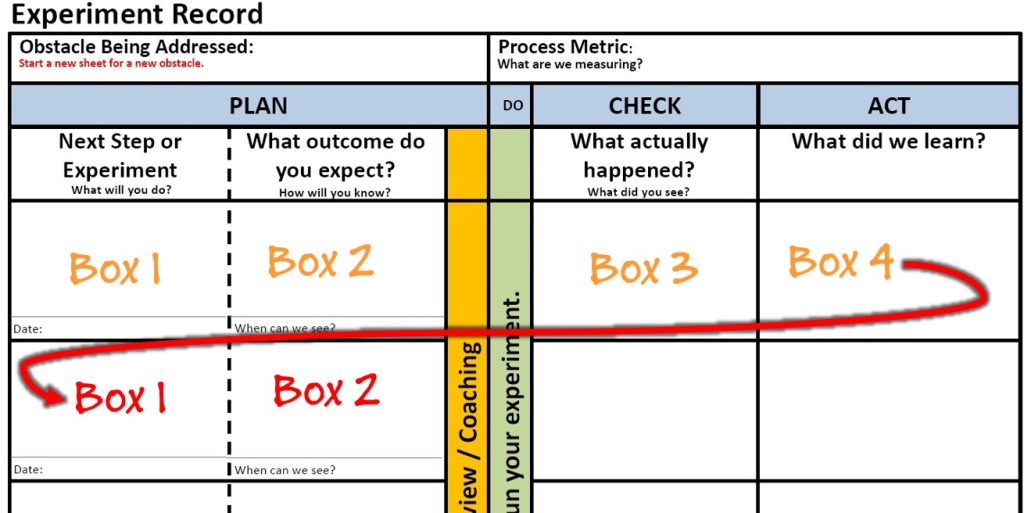
Have you achieved your target condition? If yes, awesome. Time to do a summary reflection, take a deeper look at your current condition, and establish a new target condition with new obstacles. (Same thing if you have reached the “achieve by date” without hitting the target condition.)3
If not, are you still addressing the same obstacle? If yes, then move to the next line on the experimenting record and fill in Block #1 and Block #2 for your next experiment.
In all cases, let what you have learned inform your next step. Notice how this is different than blindly executing a complex action item.
If you are addressing a new or different obstacle, then same thing, but please start a new form.
Why So Much Detail?
Our results-as-action-item corporate culture has a heavy bias to glossing over the details, and they are often not discussed or thought through. An action item might have a due date that is weeks in the future, and other than saying “It’s on track” not much will be discussed.
The Experiment Record is designed to have a small step every day (or nearly every day), discuss what was learned, and allow that to inform the next step so we aren’t blindly executing into something that has become irrelevant.
To be clear, a skilled, experienced coach can bring all of these questions out with a team using the traditional kaizen newspaper. The purpose of the Experiment Record is to make it easier for everyone, the coach included, to dig deeper into the kind of thinking we are trying to teach. It makes these questions explicit rather than relying on the experience and skill of the coach or facilitator.
Honestly, having these things explicit also establishes an expectation that the coach is going to ask about them. When a coach or facilitator starts pushing for more detail within the structure of a process that is overtly superficial they can, well, come across as a jerk. We call it “Socratic Teaching” but we have to remember what happened to Socrates. Better to have a process that makes the structure transparent to everyone.
Even outside of the Toyota Kata ecosystem, this process can bring a cadence of accountability to things as mundane as staff or project status meetings. The key is to not allow any step to go beyond the next scheduled meeting. “I can have that done in four weeks” becomes “What will we do before next Wednesday?” and “What result do we anticipate from taking that step?”
Back to the Kaizen Event
Try this experiment in your next kaizen event.
Throw away your kaizen newspaper.
Ask your team to list the problems that have to be overcome to achieve the goal for the week (which is really a target condition). Put those on a seperate sheet. You can use the Toyota Kata “Obstacle Parking Lot” but that is really just jargon. Call the problems whatever you want – just make sure they are problems and NOT actions to take, or things to implement. What is it about the process that makes it hard to change to the new way? What kind of issues come up that prevent the new way from working smoothly?
Then pick off one of those problems and start a rapid cadence of learning using the Experiment Record format. Keep those cycles quick. Can you do one every 15 or 20 minutes? Probably. The first experiment may well just be a simulation of sorts to learn if this idea is even worth pursuing. Cardboard, tape, holding things by hand to represent a fixture.
If you have a large team you might be tempted to work on more than one of these problems at a time. OK – but first convince me there won’t be any cross-talk between those problems or those experiments. It is really hard to learn when the conditions are changing under your feet because someone else is tugging on the other end of the rope.
At each major step you want to work to stabilize what you have before making the next change. Do this quickly, but incrementally. Doing otherwise is leaving a shaky process behind, and this is disrespectful to the people who have to deal with the aftermath.
At the end of the event celebrate, not so much the results, but what you have learned about making improvements. Wherever you are is where you should be.
Come Monday morning – here is the cool part – don’t stop. Maybe you only run one experiment a day vs. three or four every hour, but keep moving. Keep those coaching cycles running at least once a day.
Congratulations – you are now solving problems in a way that develops people’s problem solving skills.
What’s Next?
Did you find this helpful? Would you like me to go into similar depth on other pieces of the Improvement Kata, such as obstacles, process vs. outcome metrics, etc? Is there something specific you would like me to cover?
Leave a comment and let me know.
1 Another challenge is that most leaders only participate in these events a couple of times a year. The question, then, is what do they practice the other 48 weeks?
2 There are a lot of variations of this form, but those variations tend to be limited to phraseology. The fundamental structure remains the same.
3In a week long kaizen event you should really only have a single target condition to reach by the end of the week – if it is planned well – another deep digression I could go into.
Thanks to everyone who left comments on the last post, Learning to See in 2023. You are making me think.
Although Learning to See (the book) describes building your value stream map on A3 / 11×17 paper, most of the maps I have seen have been large affairs on a wall.
I like this approach because it shifts people into the position of standing side-by-side talking about what is in front of them, which fosters collaboration.
The question in the title, though, is more about whose wall is it? Who sees this every day, who is standing and talking about the current state, the future state, and steps to close the gap between them?
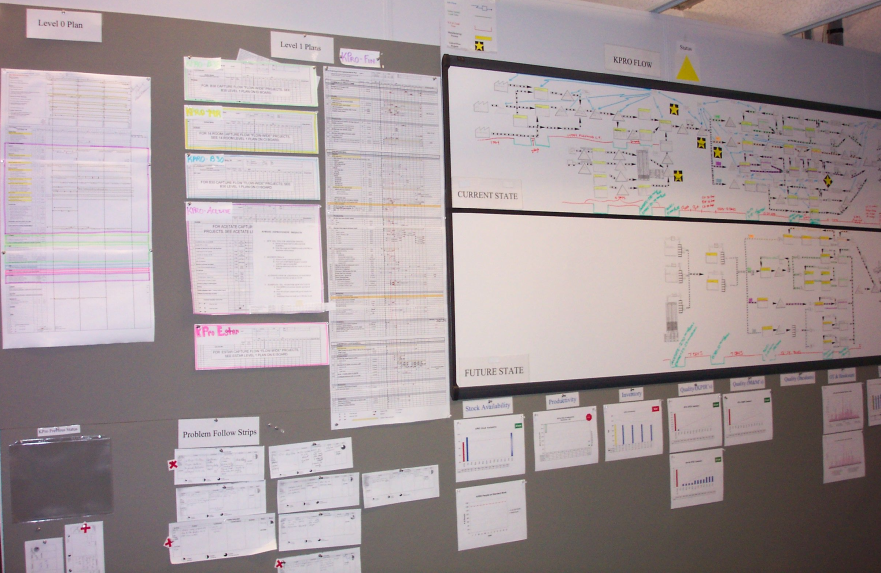
I usually see these in the Continuous Improvement team’s workspace. That was certainly the case for the one in the photo. Sometimes they would bring management into that room to discuss progress, but all too often that became a report-out to the managers.
And right there we have an interesting situation: The Continuous Improvement Director and his team have a much deeper understanding of what was going on than the people in charge.
This was partly because it was the Continuous Improvement team members who made these maps in the first place. And they were the ones tracking the metrics, including quality, productivity. They were the ones identifying the problems, and they were the ones working to solve the problems.
And they were the ones complaining when things eroded because management “wasn’t supporting the changes.”
As a Continuous Improvement team (and if you are reading this, that is likely you), your ultimate goal is to enable the line leaders by engaging through them rather than engaging for them.
You likely have to get there step-by-step, with successive target conditions, but it is the level of engagement of those leaders, and their growing competency in doing so that you and your C.I. team should be tracking on your walls.
Pat’s comments on my last post reminded me of another post I had written a decade (!!!) ago titled Learning to See in 2013*. I think it is time for reflection and an update. That being said, I think the 2013 post has actually aged pretty well. I don’t see anything in it I would retract, just some things to further clarify or amplify.
Of course that implies that we (our community) is still largely stuck in the same groove we were a decade ago. *sigh*
Let’s ask some questions:
Who is “Learning to See?”
The first time I made a real value stream map was in 1999. A plant manager asked me to build a map of the flows in his factory. I spent three or four days talking to his area managers to get their understanding, observing flows on the shop floor, getting actual cycles, comparing what I observed with what those managers thought was going on.
With all of that information, I mapped out the factory’s flows. It took four 11×17 (A3 size) sheets taped together to depict what happened as raw steel came in one end of the building and was cut, bent, welded, painted, and assembled with purchased components into the final product.
I learned a lot, not only about mapping a process, but about the way this factory functioned, and had pretty compelling evidence that the bottleneck was not what the common knowledge said it was.
I dutifully presented my findings to the plant manager and his continuous improvement manager. And things pretty much ended there.
Years later, another plant manager asked me to come out to their site and map their value streams. This time I was pretty insistent that though I was happy to come out and facilitate the process, it really had to be the site leaders that were doing the observations and building the map. What they wanted, though, was for me to report my findings to them once I was done. I still scratch my head about that one as the General Manager was an ex-Toyota guy who knew better.
Which brings us to:
Who is mapping the process?
Regardless of what structure you use to map your process (VSM, Swim Lanes, SIPOC, to name a few), the learning comes from the experience of building the map and then having to explain it to someone else.
That second bit is important: If you can’t explain it to someone else, you probably don’t understand it as well as you thought.
So, if you are a consultant or internal change agent, and you build the map and then try to explain it to management, guess who learned the most? (Hint: It wasn’t your audience.) The key point here is if your objective is for the line leaders to gain insight into what is actually happening, you are unlikely to accomplish that objective by explaining it to them. They will never gain as much insight as you did.
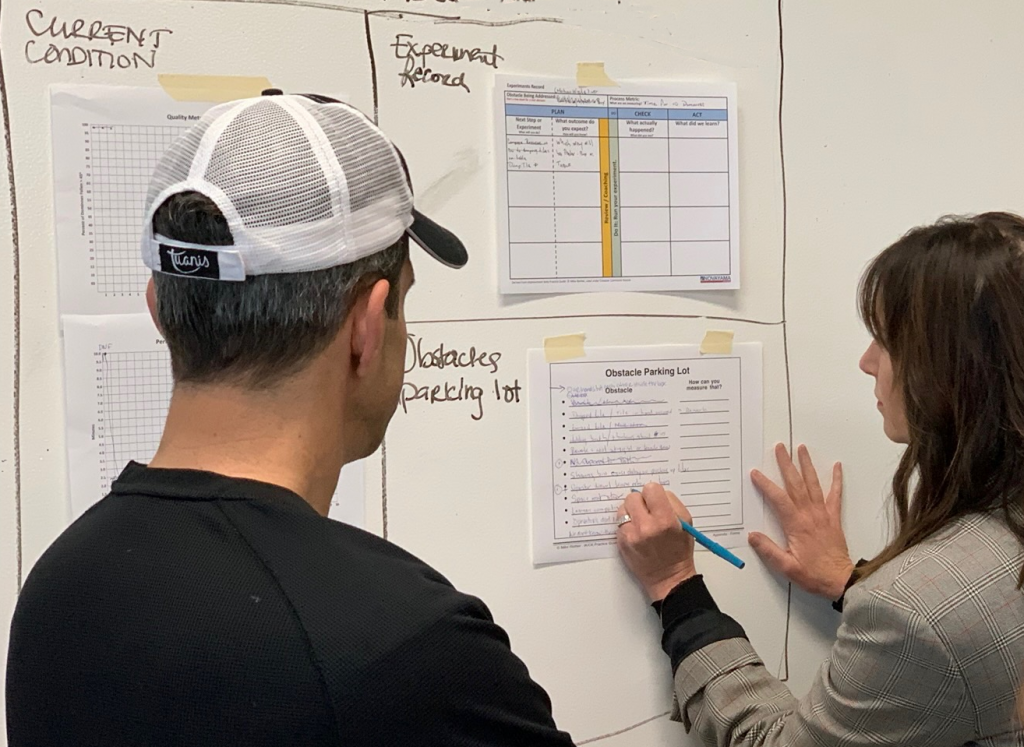
In the photo above, it is the operational leaders who are explaining what they are learning to me. I’m just asking questions until I understand. They ended up going back out to the shop floor more than a couple of times as the picture came into focus.
Why are you mapping the process in the first place?
I asked this question in the 2013 post: “Why are you doing this at all?” with a context of having some kind of strategic intent, a challenge, in mind.
If there isn’t a concrete challenge or objective in place, this quickly turns into a “What could we improve?” exercise followed by a calculation about whether it is even worth going through that effort or might be cheaper to just outsource the entire thing to a “low wage country.”
But there is another, more tactical, reason to ask this question.
If your step was “Make a value stream map,” then “What do you expect as a result of taking that step?”
I have heard responses such as “I expect the leaders to see what they need to fix.” That, actually, is a testable outcome if you do so with intent. But if you are frustrated that, time after time, a current state process gets mapped and then nothing else happens, then it might be time to ask “What am I learning?”
This kind of brings us back to the importance of that overall strategic intent, because that is what drives the necessity to then build a possible future state map that, if we can operate that way, will deliver the results we need. From that we can establish challenges for individual local leaders and work with them (coach them) toward reaching those challenges.
Again – this is all a lot of work. And it is hard. Thus it is equally important to understand that the higher level goal here is to build capability and competence within your organization. If you forget that part, then it is all to easy to just outsource the mapping (see the beginning of this post) or, worse, outsource your entire value-add chain.
*The title of that post, and this one, is based on a groundbreaking book by Mike Rother and John Shook, Learning to See. Published in 1999, it introduced the term “value stream map” into the vernacular. And it was the first significant publication of the then newly-formed Lean Enterprise Institute. I think Learning to See actually had the impact of establishing a genre – practical application workbooks that sent beyond just discussing benchmark examples and general principles.
Andrea brought up an interesting point in our weekly open Toyota Kata discussion. She noted that as the coaching conversation became more and more fluid, it tended to become more like a report-out from the learner than coaching them. That got me thinking about a couple of things.
Updating the Toyota Kata Storyboard
Reverse Coaching
Something I think I have talked about in the past is the technique of using the Improvement Kata structure to report out. In other words, report out progress (like in a meeting, for example) as though you were answering a version of the Coaching Questions even though they aren’t being asked.
Review what we are are trying to accomplish.
Where we are now.
The last step taken, what happened, what has been learned.
The next step being taken, what we expect (or expect to learn)
My hypothesis here is that people would like hearing a report in that format, and the boss might well start asking others to do the same thing.
Maintaining the Coaching Structure
Of course I don’t think this is what Andrea was talking about. It was the opposite. The learner is so familiar with the structure, and well prepared, so the coaching questions seem moot.
So what is a coach to do?
Here is my question:
Are You Challenging Your Learner?
When you are getting a report-out with little room for coaching this is actually a good thing. It means that your learner has developed and what may have been challenging in the past is now more or less routine.
Keep in mind that your learner has two thresholds of knowledge. One is around the actual process or task they are taking on. That is what is actually being discussed in the coaching conversation.
The other threshold of knowledge is around learning to tackle tough challenges with the scientific thought structure.
With beginner learners, both of these knowledge thresholds are pretty apparent. As a coach you are working to develop their thinking patterns, to make that scientific thought structure habitual. You do that by giving them challenges that take them a bit beyond their threshold of knowledge, and then coach them to apply scientific thought to take on that challenge.
As they get better, they will apply scientific thought to any problem they take on. Congratulations, Coach, it worked. You can tell this is happening when the conversation starts to sound like a report-out. What once was a tough problem is now handled routinely.
OK, Coach, Time to step up your game.
What challenge can you issue that would have your learner struggle a bit with grasping the current condition? Establishing a target condition? Figuring out what the obstacles are and isolating them? Developing good experiments?
In other words, how to you push your learner a bit beyond their threshold of knowledge of tackling challenges scientifically? Then you are back into the learning zone and both of you are operating at the next level.
My intent with this post is to spark a conversation about whether it is time to adjust what we teach people to say when they are teaching TWI Job Relations. It is based on, and expanded from, a talk I gave at the 2023 TWI Summit.
Background
TWI stands for Training Within Industry, a program developed during WWII by the U.S. War Manpower Commission. During the war there was huge growth and turnover within the industrial base as production shifted from civilian products (locomotives, for example) to wartime production (tanks). Many of the (mostly male) workers were drafted or enlisted. People with no industrial experience were joining the workforce. Technicians, often very technically skilled, but inexperienced in leading people, were put into supervisory positions.
The Commission deployed a series of training programs to teach industrial supervisors:
Job Instruction, teaching the skill of breaking down a job and teaching it to others.
Job Methods, teaching the skill of analyzing work with an eye to improve efficiency.
And, Job Relations, what we are discussing here, the skill of handling people problems.
The program produced detailed manuals for certified instructors, and was rigorous in insisting that instructors not deviate from the words in the manual (unless the manual called out using their own words to tell a story, for example).
Today there are a lot of people, both internal trainers and quite a few outside training companies and consultants, using this material to teach.
In many cases the material these current-day trainers use deviates very little from the source material.
In addition, there are companies that are “training the trainer” to deliver the course precisely – which is good – and coaching them not to deviate from the words in the manual.
When we have people follow a script, they are playing a role that is defined by the voice in the script. Yes, they bring their own style, but the scripted dialog sets the tone of the message.
I believe it is time to take a look at that source material through the lens of 21st century values and ask whether or not we should revise the words and content in that script rather than blindly following something written in 1944 as though it is somehow sacrosanct. If the words do not match the story we want to tell, and the values we want to communicate, then perhaps we should update the script.
The challenge, of course, is that nobody owns this material. The original 1944 manuals are all in the public domain. Thus there is no central owner or go-to “keeper of the configuration.” Anyone can take the source material, and with some practice and feedback, do a credible job delivering it. But it remains that most of the versions in use out there don’t deviate much from the original material.
Thus, my message is not about anyone in particular. It is about the 1944 material. What follows is a review I would write if it were just being published, separating from the legacy and taking an objective look at the document and training material as it stands on its own.
If you are considering using it yourself, or are considering hiring someone to bring this material to your company, then hopefully this will make you a better customer by arming you with some questions to ask.
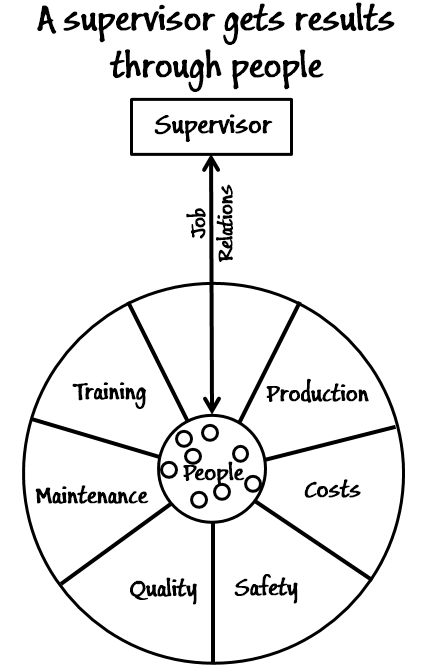
Determine Objective: What Kind of Relations Do We Want?
The TWI Job Relations course emphasizes the importance of supervisors having “good relations” with their people, and giving supervisors the basic skills they need to develop and maintain those relations is clearly the objective of the course. In principle, I agree with this objective 100%. The relationships between a supervisor and the team are critical to the success of the organization.
How do we define “Good” in “Good Relations?”
If “good relations” is the overall objective, then we should look at what is meant by the word “good.” I think the answer depends on the person’s mental model and biases about the role of authority. There are a couple of distinct paradigms I want to discuss. There may be more, but I think most are variations of these two. And, to be clear, this is actually a continuum rather than a bipolar model. I am just showing the endpoints.
Thus, rather than thinking about whether a particular turn of phrase in the script represents one end or the other, perhaps ask, “Which direction is it nudging things?” In other words, which end of the continuum is it biased toward – and is that the direction you want to emphasize in your own organization?
Traditional Transactional Relationships
In a lot (probably most) organizations the relationship between the supervisor or boss and their subordinates is largely transactional.
They ask people to give their time and participation in exchange for tangible benefits (like pay) and intangible rewards (like approval).
Transactional Relationships within a work group
This model embeds some tacit assumptions including:
If everyone does their job, we get the result we want.
The supervisor is largely responsible to define the jobs.
The supervisor is responsible ensure that everyone is doing those jobs.
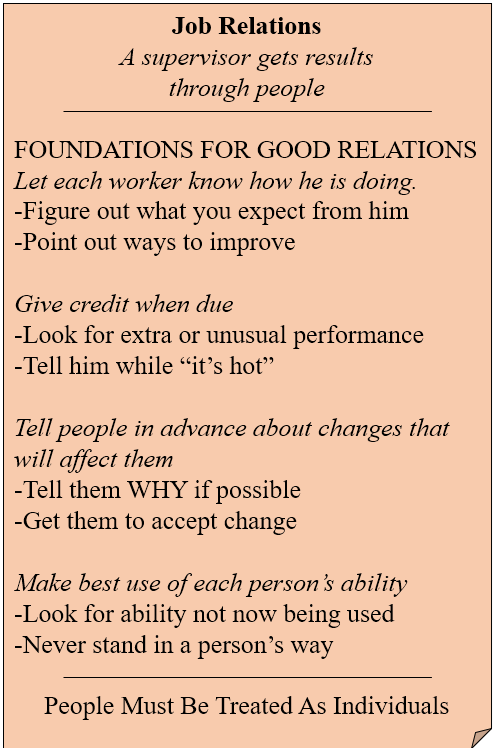
The Job Relations material is pretty explicit when it describes the purpose of the class:
Management wants output and quality.
Output and quality always require the loyalty and cooperation of the people in addition to what machines can accomplish.
Can we do something which will improve loyalty and cooperation? That is the purpose of these meetings.
– From Job Relations Session 1
Loyalty and cooperation are certainly things we would like to get from people, but I also think it is also a pretty low bar. And loyalty is a two-way street, at least outside of a dysfunctional relationship where it is expected but not given outside of the bounds of a transaction.
A Mechanistic Model of the Universe
This transactional view is representative of a 17th century mindset that, unfortunately, prevails today in many domains, especially in business and industry.
Largely defined in the work of René Descartes (1596-1650) and really solidified in the work of Isaac Newton (1642-1727) this model depicts a universe that operates like clockwork. It is mechanistic. It is deterministic – if we know the starting positions and characteristics of the pieces, we can predict what will happen. This is a reductionist view – we can understand the whole by decomposing it and understanding the parts. If we optimize the parts, we will optimize the whole.
From the 1944 perspective, the world of physics had been grappling with the idea that none of this is actually true for the previous 30 years or so. In the world of everyday experience, the mechanistic view still made common sense to people. It still does today. But on the level of human relationships, we now understand things much better.
The Mechanistic View in Industry
What do I observe that might lead me to conclude that the mechanistic view prevails in a business or factory?
Relationships Are Transactional
There are discussions around the relationship as an exchange between the business and the employee.
Motivation is Regarded as Extrinsic
Workers in the Ford Model-T Factory
“They are only here for the paycheck” and even the attitude that the purpose of treating people well is to motivate them to perform – as part of the transaction. The general belief here is that if it were not for the external rewards, people would not bring what is required to the job.
Issues, “problems,” are framed as restoring or renegotiating the transactional relationship, or at best, heading off things that might disrupt it.
The Goal or Objective is for everyone to “do their part” for the performance of production – to meet the needs of the organization which is thought of as separate from the employees.
Therefore, leaders intercede when something threatens production. Their goal, their objective, is to head off threats to the status-quo or to restore the status quo.
Now, to be clear, there are elements of these things in even the most enlightened organizations. But there are key differences in the underlying paradigm and, more critically, the words that are used when discussing problems.
The Holistic, Teamwork View
The reductionist, mechanistic model is appealing because it creates an illusion of direct cause-and-effect between a change in one component and the overall outcome. It is also appealing because it gives the illusion that we can deal with each component, including each person, separately, and shape their behavior by altering the terms of the transaction.
We have learned a lot since the early 1940s.
The Holistic, Systemic View
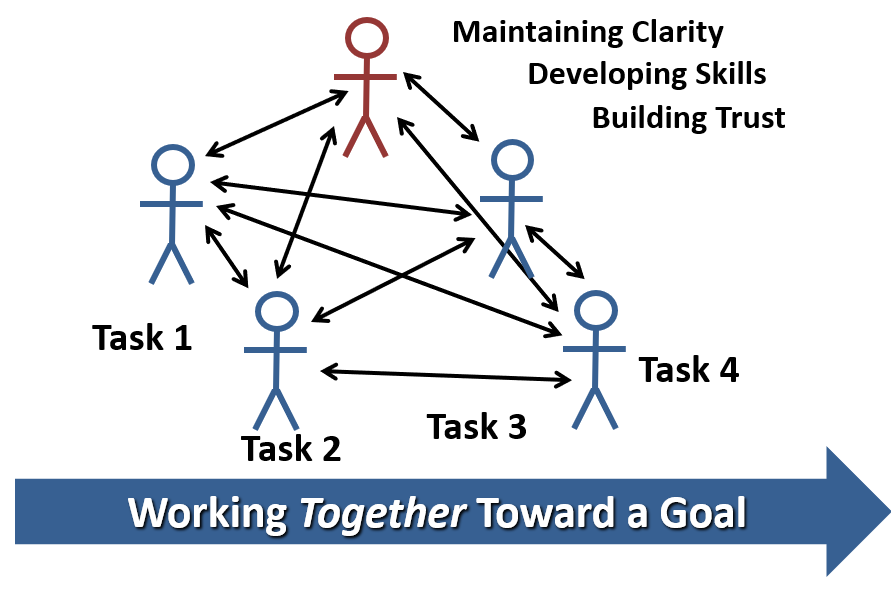
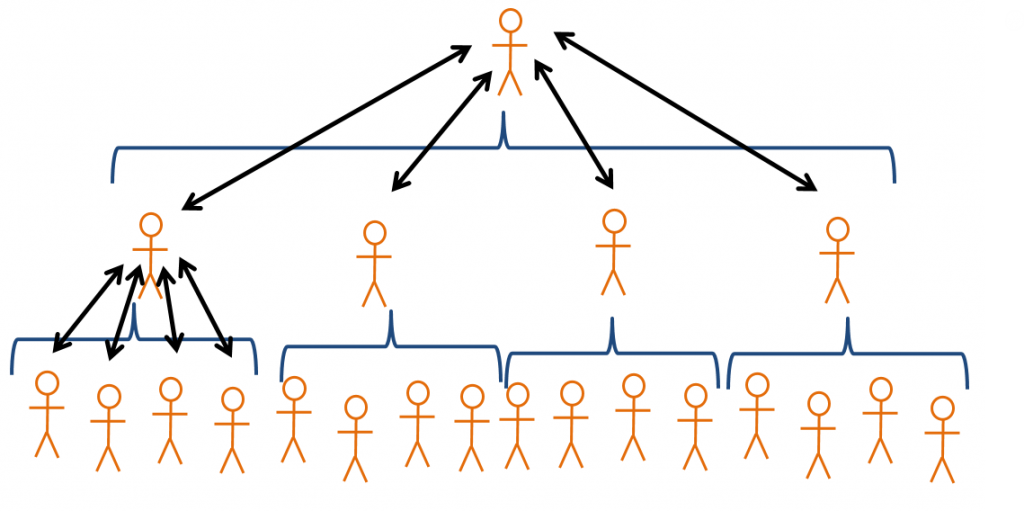
In this paradigm the emphasis is on teamwork rather than “do your job.”
“Teamwork” is interesting. People tell me they want “teamwork” within their organizations as though teamwork is a tangible thing. It isn’t. Teamwork is an emergent property of specific habitual patterns of interaction between people. When those interconnections are strong, there is teamwork. When those interconnections are weak, then people tend to retreat into their own individual silos.
The supervisor’s role in this model is much less directive. Their objectives are around maintaining clarity so that the entire team is aware of how they are doing vs. their objective; to work to build trust with and between the members of the team; and work to grow people’s skills, both technical and social.
The objective is centered around strengthening the team.
What kind of things do I observe when this model prevails?
Relationships are Social
This doesn’t mean that everyone is friends or socializes outside of work (though that can happen). It doesn’t even mean they all like each other. Rather, there is a bond of trust and respect between the members of the team. This isn’t just about the interactions between individuals and the supervisor, but interactions between everyone.
Sidebar: It your organization refers to employees in terms such as “team member” but still engages in traditional transactional relations focused on compliance and control, the values in your language do not reflect the values people actually experience, and you are only fooling yourself.
Motivation is Considered to be Intrinsic
Human motivation is probably the thing we have learned the most about since the 1940s. There is a robust body of research that suggests that transactional, extrinsic, motivators alone actually reduce teamwork, reduce the level of commitment, and impede creative problem solving because they introduce a fear of loss into the transaction. Organizations that have strong teamwork also understand this.
They work hard to build a workplace that creates a sense of autonomy, competence, and most critically, relatedness – the sense of satisfaction from relationships and being a part of something bigger than ones’ self.
And crucially, these organizations tend to consider all employees, regardless of level, to be vested members of a single entity rather than transactional employees. Note that I say “employees” here but I am not implying any particular legal relationship. I have seen phenomenal teamwork and intrinsic motivation within groups of independent contractors, or hybrid groups with both independent contractors and formal employees. I have even seen it with team members who were technically employees of a temp agency.
This feeling of being vested in the teamwork and the outcome arises from the relations between the team members, not any particular legal structure.
Assumption: Good Teamwork Produces Better Results
In the strongest teamwork cultures, the lowest level of accountability for results is the team. Admittedly this is exceptional, but it demonstrates a basic underlying assumption: The way to get the best performance is to focus on strengthening teamwork rather than reacting directly to things that disrupt production.
Now… reality is more subtle than this, of course. But that really means that the leadership, especially the first line leadership, must be steeped a mindset of learning and growth rather than one of simply gaining compliance.
A Thought Experiment – Which Team Do You Want?
Consider this hypothetical. We have two groups that are identical.
The same people.
The same process.
The same equipment.
The same environment.
The supervisor for Team 1 has a focus on things that disrupt production.
The supervisor for Team A has a focus on things that strengthen teamwork.
Which of those teams will be more productive? Team 1? or Team A?
I asked this question to an audience of about 60 people (as I gave this talk) at the 2023 TWI Summit. Nobody raised their hands for Team 1. About two thirds raised their hands for Team A. Strong teamwork produces better results.
Two Teams Thought Experiment
Getting the Facts: What Does TWI Job Relations Actually Say?
Which brings us back to our original question: How do we define “good” in “Good Relations?”
The 1944 Job Relations trainer’s manual is silent on any direct definition of “Good Relations.” Therefore we have to look at what the material defines as the objective of the supervisor.
In the introductory material on day one, we see this definition of “Good Supervision” at the bottom of Page 18 in the 1944 Job Relations manual:
Good supervision means that the supervisor gets the people in his department to do what he wants done, when it should be done, and the way he wants it done, because they want to do it.
Are you comfortable with this definition of “good supervision?”
All I can do here is relate my own reaction. Yours may be different. But to me, this is the very definition of compliance. Most updates to the material change the pronouns from “he” to something more inclusive, but the rest of the words remain, and are often quoted outside of the actual class.
Is this the objective? Is this the relationship we want our supervisors to have with their people? Only you know what your objective is.
Page 18 of the Job Relations Manual: Is this what we want?
Here is a little test you can do. Take this definition of “good supervision” and frame it in the first person. Imagine that a supervisor was saying these words to the people who report to him. “My job is to get you to do what I want done, when it should be done, and the way I want it done, because you want to do it.”
Now ask yourself: Would that statement reflect respect for the people it was spoken to? Would it fly when spoken to members, especially the youngest members, of a 21st century workforce? Does that statement meet the objective of good relations between a supervisor and his direct reports?
If teaching your supervisors how to constructively gain compliance from their people is your goal, you can stop reading. This post is not targeted at you.
But if you are after a different objective, then perhaps we should rethink the words we use when instructing. And, more importantly, we should rethink the words we teach others to use when teaching them to deliver this training material.
The Job Relations Model
If we were to hypothetically change the definition of “Good Supervision” to something a little more aligned with 21st Century values (or keep it if your values are aligned with it… why are you still reading this?) and look at the rest of the material, we see that we may have now created some discontinuities that need to be addressed.
The TWI Job Relations Model
The question remains: Does the model we use to teach these concepts support our objective?
In the 1944 course, the instructor constructs this diagram step by step with the objective of emphasizing that success of supervisors depends on the “loyalty and cooperation” of the people working for them.
The first step of building the diagram is to emphasize that “A supervisor gets results through people.” by making the valid point that it is the people actually running the machines and assembling the product (or in more modern language, performing the value-adding operations) that actually get the results.
Did that supervisor himself make wire? No, he supervised a department in which many people worked together to turn out the wire.
Now this is really just a quibble on my part, but is there a better way to say that the supervisors’ job is to enable their people to get good results rather than “the supervisor gets results…” which, in my mind, lays claim to them?
Gets Results Through People – Does it reinforce the idea of hierarchy and authority?
I’m just throwing that out there, but overall, the tone seems to me to be more about authority than teamwork.
If I look holistically, I think the supervisor is more about enabling the team to get results by working on removing barriers to teamwork and getting the job done in the most effective and efficient way possible.
As the vertical two-ended arrow labeled “Job Relations” is drawn, the training script directs the instructor to say:
“Job Relations are the everyday relations between you [the supervisor] and the people you supervise.
The kind of relations you have affects the kind of results you get.
Relations with some are good, with others are poor, but there are always relationships.
Poor relationships cause poor results ; good relationships cause good results.
When a supervisor wants to meet any of these responsibilities effectively, he must have good relations with his people.
And all of this is totally true. What is not here is emphasis on the relations between the people. In fact, the word “trust” appears nowhere in the baseline material. “Teamwork” is mentioned only as “Lack of teamwork” in the list of possible problems a supervisor might encounter. It certainly isn’t a point of emphasis as a core objective.
So to someone who already has a mechanistic mindset, it is easy, in my mind, for that person to interpret this material as reinforcing a model where the supervisor uses his authority to oversee each member of the group individually with the overall objective of each one doing his job so that their piece of the process functions correctly.
The Foundations for Good Relations
TWI Job Relations – Foundations for Good Relations Pocket Card
The 10 hour course spends 10 minutes going over the “Foundations for Good Relations.”
They are:
Let each worker know how he is doing.
Give credit where credit is due.
Tell people in advance about changes that will affect them.
Make the best use of each person’s ability.
and at the bottom of the pocket card: People must be treated as individuals.
What is really interesting to me here is that, according to the 1945 Training Within Industry Report that outlines the development of these courses, an earlier version of these foundations was (Bold emphasis added by me):
Be sure that each person understands what his job is.
Be sure each person understands the working conditions.
Be sure each person understands what affects his earnings.
Be sure that the people on the team work together.
So earlier, pilot, version of the material from early 1942 (at the latest) included an explicit reference to teamwork as a foundation for good relations, but this was changed by the time the final 1944 version was finalized. And it is the 1944 version that everyone who teaches TWI Job Relations bases their materials on.
Although the foundations are pretty solid, I personally find the phrasing a bit paternalistic – which, again, reflects the values of the times. Thus I think we should review the foundations and choose our words carefully when teaching these critical concepts.
The other question I have is this: Since these foundations are a critical underpinning for the entire program, why do we only spend 10 minutes telling them about the foundations? From TWI Job Instruction we know that “telling alone is not enough” for something that is critically important.
Again, according to the official history of the program, earlier pilot versions spent more time on the foundations, but that time was given up in order to spend more time on what is now the main emphasis of the course: “How to handle a problem.”
How to Handle a Problem
TWI Job Relations – How to handle a problem
The course defines a problem as: “Anything the supervisor has to take action on.” and right away we set the tone for the remaining 8 hours and 55 minutes of the course – Problems.
What is awesome about TWI Job Relations is the Four Step Method for “handling problems.” What I wish were different is that it is framed to be about handling problems that cannot be ignored rather than a more general purpose process for developing people and teamwork. The process itself needs no changes. Only the title and context of teaching.
I think this point is driven home by the way the 10 hours course spends people’s time.
What Does TWI Job Relations Emphasize?
Timeline of TWI Job Relations 10 Hour Course
A simple look at the overall timeline of the course is telling. It spends slightly over 10% of the time talking about the foundations (in green above), the importance of good relations. And it spends just under 75% of the time practicing how to handle compliance issues (in red above). With the exception of “The Jim Problem” the case studies are around people having poor attitudes, not showing up for work, etc. And the case studies tend to set the tone for the “problems” that the participants bring to the class.
In the examples, the instructor emphasizes listening to people, though there isn’t any real practice around good listening skills. Again, earlier pilot versions of the course emphasized this more, but not the final version that everyone uses today.
OK, I could dig in more, but I’m not going to. Hopefully if you are considering using this material, you will read it for yourself, or listen to the words actually used, and ask yourself if these points of emphasis are what you want to teach your supervisors. Time for the next step.
Weigh and Decide
First, let me address some obvious (to me) potential objections to what I am saying so far. Then let’s look at alternatives, and finally, let’s ask which alternatives is most likely to meet our objective.
But Mark…Supervisors have to learn to deal with these real-world issues.
Yes they do. My questions are:
Are the case studies reflective of issues that 21st century supervisors have to deal with?
Are we giving our supervisors 21st century skills to deal with these their issues?
Are we emphasizing teamwork or compliance?
I don’t disagree at all that our objective includes teaching supervisors how to effectively handle problems. I question whether the tone and phrasing we are using is the most effective way to do so.
But Mark… I (we) absolutely emphasize building good teams when teaching Job Relations.
If so, that is awesome. My questions are:
Are you following the Job Relations course script, or are you deviating from the script to emphasize these things?
Are you having to emphasize these things in follow-up after the formal class?
If you are deviating from the script, then my message is not directed to you, BUT…
Do we teach new instructors to follow the script exactly?
If so, then my questions are:
Do those newly certified Job Relations instructors already work in a place with a solid teamwork-based mindset (or a place striving toward one)?
Do the words we teach them to say reinforce that teamwork mindset?
What happens when the norms and customs of the organization are focused on compliance and production numbers only?
Do those same words reinforce the mindset of compliance and production?
Are We Meeting Our Objective?
That depends very much on what your objective is.
If your objective is to prevent (or recover from) disruptions to production by teaching your supervisors to get people to do what he wants done, when it should be done, and the way he wants it done, because they want to do it, then everything is fine. The 1944 TWI Job Relations material is focused on this objective and does a great job.
If, on the other hand, the objective is to teach supervisors the skills they need to build a culture of teamwork, as well as to build a cadre of instructors who emphasize the things that contribute to that culture, then maybe, just maybe, we should take a look at the words we use.
And the words we teach others to use. And what we have them practice. And where they spend their time.
Job Relations is great. And when it is taught and coached through a lens of teamwork culture, it can have a profound positive impact on the organization.
But out of the box, I believe it is too deeply tied to the values and paradigms of its times.
I think we can do a better job preparing our supervisors for the next 80 years.
Conclusion
This is long enough, and I am not going to delve into any specific suggestions here. As I said at the beginning, this is public domain material, nobody owns it or manages the configuration. Anyone who wants to is able to take this as a baseline and update it to match your own values.
If you do, I would hope that you would consider re-contributing your updates to the public domain, so that our community can benefit as a whole.
Once again I am going through old files. These are some notes I wrote back in 2005 that I thought might be interesting here. Looking back at what I was writing at the time, I think I was thinking about nailing these points to a church door somewhere in the company. That actually isn’t a bad analogy as I was advocating a pretty dramatic shift in the role of the kaizen workshop leaders.
All Saint’s Church – Wittenberg, Germany
This was written four years before I first encountered Toyota Kata, and reflected my experience as a lean director operating within a $2billion slice of a global manufacturing company. What reading Toyota Kata did for me was (1) solidify what I wrote below, and (2) provided a structure for actually doing it.
Perhaps this will create some discussion. If you are interested in getting a Zoom session together around it, feel free to hit the Contact Mark in the right sidebar (or just click it here) and drop me a note. If there is interest, I’ll put something together.
Kaizen Events
Kaizen events (or whatever we want to call the traditional week-long activity):
Can be a useful tool when used in the context of an overall plan.
Are neither necessary nor sufficient to implement [our operating system].1
There are times when any specific tool is appropriate, and there are no universal tools. Kaizen tools included.
(Our operating system) is, by our own model, the “Operational Excellence” pillar of (our business system). This is keyed in leadership behavior, not implementation of tools. The tools serve only to provide context for leaders to rapidly see what is happening and the means to immediately respond to problems.
Thus, focusing on implementing the tools of TPS (takt time, flow, pull, etc) outside of the immediate response and problem solving context is an exercise which expends energy and gains very little sustainable change. This is independent of whether it is done in a week-long intense event or not.
However, in my experience, organizations which take a deliberate and steady approach implementing have had more success putting the sustaining mechanisms into place. While it is sometimes necessary to bring teams together for a few days at times to solve a specific problem, or to develop a radically different approach, these efforts tend to be more focused than a typical kaizen week I see.
When the kaizen week is scheduled first, and then the organization looks for what needs improving, this is a symptom of ineffective use of the tool.
In general, a kaizen, whether it is a week, a month, or even just a few minutes, must be focused on solving specific problems which are impeding flow or are barriers2 to the next level of performance. Without this focus, there is no association with the necessities of the business, and no context for the gains.
There are a few simple countermeasures which can be applied to a kaizen week activity that focus the participants much more tightly on learning the critical thinking.
Improvement can, and must, take many forms. A week-long kaizen activity is but one. It is expensive, time consuming, disruptive, and should be used deliberately only when simpler approaches have failed to solve the problem.
Classes and Courses ≠ Teaching and Learning
Bluntly, even though we preach PDCA and say we understand it, we are not applying PDCA in our education approach.
Some fundamental tenets:
All of our teaching should be contextual and focused on what skill or knowledge is required to clear the next barrier to flow or performance.
The above does not rule out teaching fundamental theory, but fundamental theory must be immediately translated into actions and put into practice or it will never be more than a nice discussion.
The vast majority of our teaching should be experiential, and based in real-world situations, solving actual problems vs. examples and contrived exercises.
We want to move our teaching toward an ideal state (a True North in our approach) where it is:
Socratic – focusing people on the key questions.
Experiential – learn by application to solve real problems and thus gain experience and confidence that the concepts translate to the real world.
Thus, education and training is but one tool used by leadership to help people clear the barriers and problems that block progress toward higher levels of performance.
As far as I can determine, the “Toyota Way” of teaching is similar to this model.
Content
The content of training is as critical as the way it is delivered.
Our objective is to shift people’s thinking, and in doing so, shift their day-to-day behavior as they make operational decisions. The target audience for all of our efforts are the people who make decisions which impact our direction and performance. This is anyone in any position of leadership, at any level of the company – from a Team Leader on the shop floor to the CEO.
The key is to embed the structure of applying PDCA into all of our content. For example:
Every tool, technique, etc. we teach, or should teach, is some application of the above. (The rules-in-use include problem detection, response, and problem solving.) I have yet to encounter an improvement tool or technique that does not fit this model.
This approach fundamentally re-frames the concept of “problem” and what should be done about it.
The Toyota Production System (in its pure state) is a process which delivers a continuous stream of problems to be solved to the only component of the system that can think – the people. This is how people are engaged, and this is what makes it a “people based system.” Leave this out, and “people based system” is just hollow words. Nearly every discussion talks about how important people are, but then dives right into technical topics without covering how people are actually engaged — outside the context of a week-long kaizen.
The Role of “Workshop Leaders” in the (Continuous Improvement Office)
No one has disputed the critical make-or-break role played by the line leadership, not only in implementation, but even more so in sustaining.
Workshop leaders are generally taught to plan and lead workshops. The emphasis is on the week-long workshop logistics; on presenting modules in classroom instruction; and on the skills to facilitate a team through the process of making rather dramatic shop floor improvements.
In a typical (not saying it happens here) implementation scenario, it is the workshop leaders who go to the work area, do the observations (usually without a lot of skilled mentoring, and usually just to collect cycle times); build the balance charts and combination sheets; plan what will be changed; how it will be changed, set objectives, targets and boundaries.
They are the most visible leadership of the teams during the week, and they are the ones tracking and pushing follow-up and completion of open kaizen newspaper items.
The effect of this (which is fairly consistent across companies) is:
The standard work tools are something workshop leaders use during improvement events.
Cycle times, observations, and looking for improvement opportunities is something that is the domain of the workshop leaders.
Actually guiding the team members through the problem solving process is the job of the workshop leaders.
The supervisors and managers are there as team members, in order to learn by participation, from this outside expert.
The question is: Who is responsible to coach the line leaders through the process of handling the problems that the TPS is designed to surface in operation?
Once the basic flows are in place, there will be a stream of problems revealed. Those problems will either be seen or not seen. IF problems are seen, they will either be dealt with quickly, following good thinking, or they will be accommodated so they go back to being unseen. This is a critical crossroad for the organization…. and it is the behavior of the first and second line leaders, and the support they get from their leaders, that most influences whether the system backslides or continues to get better and better.
IF problems are seen, they will either be dealt with quickly, following good thinking, or they will be accommodated so they go back to being unseen.
Note: There is not middle ground. One-piece-flow really can’t sustain in a stable state. It is either improving or getting worse. It isn’t designed to stay still, and it won’t. Continuous intervention is required for stability, and that intervention is what improves it.
Who is teaching the leaders to do this?
Each leader must have a coach, by name, who can, and will, always challenge his thinking and his solutions to problems against a specific thinking structure.
My view is this is the primary role for the Kaizen Promotion Office.
The way to do this is through application of a few core skills, and skills can be taught.
We should:
Include this vital role into the expectations of a “workshop leader” – to take them closer to being “coordinators” in the Toyota factory start-up model.
Provide these “coordinators” with a specific support process so they know that they can quickly get assistance if they feel they are in over their heads.
The role of that assistance is not to step in and solve the problem. It is to take the opportunity to teach both the workshop leader and the area manager by guiding them through solving the problem.
My experience with this concept is that teaching these skills to someone is not as difficult as most people assume. The basics of observing and seeing flows can be taught over a few days to someone who is motivated to learn. The skill of teaching by asking questions can be accelerated from the “pure” method by telling them what is being done in why. “This isn’t about the answers, it is about learning the questions.”
Application and good teaching can easily be verified by checking the leader’s (the student’s) level of skill and behavior. (The senior teacher checks the teacher by checking the student… just as the area supervisor checks the Team Leader’s teaching by verifying the standard work on the shop floor.
None of this is an advanced topic. These are the basics. Once a good context is established in people’s minds, my experience suggests that the Toyota system is no longer counter-intuitive. The tools and techniques that, at first, seem alien now make sense.
——–
1 By this I meant to shift the operating culture to one that inherently supports continuous improvement.
2 In Toyota Kata language, we would say “obstacles.” I had used the term “barriers” up to that point.