
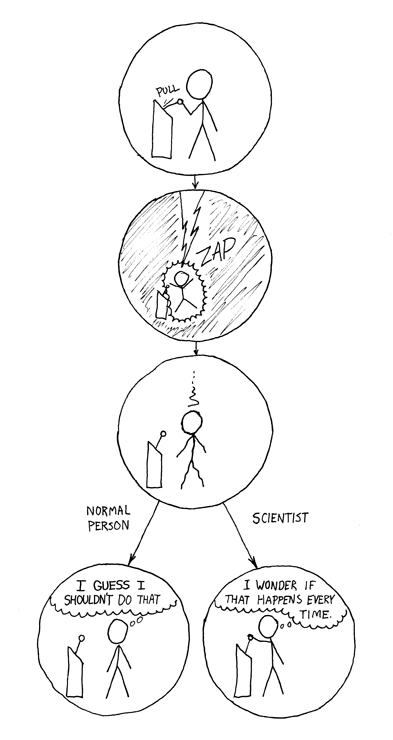
One of the things, perhaps the thing, that distinguishes “scientific thinking” from “just doing stuff” is the idea of prediction: When we take some kind of action, and deliberately and consciously predict the outcome we create an opportunity to override the default narrative in our brain and deliberately examine our results.
The Toyota Kata “Experiment Record” (which also goes by the name “PDCA Cycles Record”) is a simple form that provides structure for turning an “action item” into an experiment.
Why Is It Important to Make a Prediction?
Explicit learning is driven by prediction.
Explicit Learning
“The most exciting phrase to hear in science, the one that heralds new discoveries, is not ‘Eureka!’ (I found it!) but ‘That’s funny …’ “
— Isaac Asimov
Curiosity is sparked by the unexpected. “I wonder what that is…”
The only way to have “unexpected” is to have “expected.”
When we consciously and deliberately make a prediction, we are setting ourselves up to learn. Why? Because rather than relying on happening to notice things are a little unusual, we are deliberately looking for them.
Deliberate Prediction: The Key to a “Learning Organization?”
Steve Spear, in his book The High Velocity Edge, makes the case that what all high-performance organizations have in common is a culture of explicitly defining their expected result from virtually everything they do.
He studied Toyota extensively for his PhD work, and discovered that rather than exploiting a “lean tool set,” what distinguished Toyota’s culture was deliberately designing prediction mechanisms into all of their processes and activities. This was followed up by an immediate response to investigate anything that doesn’t align with the prediction.
This is the purpose behind standard work, kanban, takt time / cycle time, 1:1 flow, etc. All of those “tools” are mechanisms for driving anomalous outcomes into immediate visibility so they can say… “Huh… that’s funny. I wonder what just happened?”
The High Velocity Edge extends the theory into a more general one, and we see a common mechanism in other high-performance organizations.
OK… that’s one data point on the higher-level continuum.
Building 214
Back in 2009 I wrote about a culture change in a post titled A Morning Market. That story actually took place around 2002-2004, and I have just re-verified (Spring 2017) that it still holds.
But it really wasn’t until this afternoon as I was discussing that story with Craig that it finally hit me. The last step in their problem-solving process was “Verification.” To summarize a key point that is actually buried in that post, they could not say a problem was cleared until they had a countermeasure, and had verified that it works.
What is that? It’s a prediction.
Rather than simply putting in a solution and moving on, their process forced them to construct a hypothesis (this countermeasure will make the problem go away), and then experimentally test that hypothesis.
If it worked, great. If it didn’t work then… “Huh, that’s funny. I wonder what just happened?”
This, in turn, not only made them better deliberate problem solvers, it engaged deliberate learning.
What is critically important to understand here is this: That verification step was not included in the problem solving process they trained on. We added it internally as part of our (then kind of rote) understanding of “What would Toyota do?” But it worked, and I believe added a level of nuance that was instrumental in keeping it going.
The Improvement Kata
Mike Rother’s work extends what we learned about Toyota. Going beyond “How do they structure their processes?” he went into “How do they structure their conversations?” (And “How can we learn to structure ours the same way?”)
A hallmark of the Improvement Kata, especially (but not exclusively) the “Starter Kata” around experiments, is a deliberate step to make a prediction, test it, and compare the actual outcome with the prediction.
This, in turn, is backed up in Steve Spear’s HBR articles, especially Learning to Lead at Toyota and Fixing Health Care From the Inside, Today,” both of which should be mandatory reading for anyone interested in learning about continuous improvement.
You are Always Making a Prediction Anyway
Any action you take, anything you do, is actually a hypothesis. You are intending or expecting some kind of outcome.
What time do you leave for work? Why? Likely because you predict that if you leave at a particular time, and follow a particular route, you will arrive by a specified time. You might not think about it, but you have made a prediction.
If you are running to any kind of plan, the plan itself is a prediction. It is saying that “If these people work on these tasks, starting at this time, they will complete them at this later time.” It is predicting that the assigned tasks are the tasks that are required to get the bigger job done.
A work sequence is a prediction. If these people carry out these tasks in this order, we will get this outcome in this amount of time at this quality level.
A Six Sigma project is a prediction. If we control these variables in this way, we will see this aspect of the variation stay within these limits.
An “action item” is a prediction. If we take this action then that will happen, or this problem will be solved.
In all of these cases you don’t know, for sure if it will work until you try it and look for anomalies that don’t fit the model.
But in the difference in day-to-day life is we aren’t explicit about what we expect. We don’t really think it through and aren’t particularly aware when an outcome or result differs from what we expected. We just deal with the immediate condition and move on, or worse, assign blame.
What About Implicit Learning?
The human brain (and all brains, really) is a learning engine. Our experience of learning typically comes from what we perceive as feelings.
Take a look at Destlin Sandlin’s classic “Backwards Bicycle” video here, then let’s talk about what was happening.
There is nothing special about a “backwards bicycle.” If Destin (or his son) had no prior experience with a regular bicycle, this would simply be “learning to ride a bicycle.” What makes it hard is that, in addition to building new neural pathways for riding a backwards bicycle, he must also extinguish the existing pathways for “riding a bicycle.”
The Neuroscience of Learning (As I understand it.)
Destin has a clear (very clear) objective (Challenge) in his mind: Ride the bicycle without falling down.
As he tries to ride, he knows if he feels like he is losing his balance then he is about to fall.
He (his brain) doesn’t know how to control the wheel to keep the bike upright as he tries to ride. His arms initially make more or less random movements in an attempt to stay upright. This is instinctive, he isn’t thinking about how to move his arms. (This is what he calls the difference between “knowledge” and “understanding.”)
Whatever neurons were firing to move his arms when he loses his balance are a little less likely to fire again the next time he attempts to ride.
Whatever neurons were firing to move his arms when he stays upright for a little while are a little more likely to fire again the next time he attempts to ride.
This actually starts with increased levels of excitatory or inhibitory neurotransmitters in those neural synapses. No physical change to the brain takes place. But this requires a lot of energy. IF HE PERSISTS, over time (often a long time), the brain grows physical connections in those circuits, making those new pathways more permanent. (It also breaks the connections in the pathways that are being extinguished.)
Destin’s six year old son’s brain is optimized for this kind of learning. He creates those new physical neural connections much faster than an adult does. His brain is set up to learn how to ride a bicycle. His father’s brain is set up to ride a bicycle without thinking too much about it. Thus, Destin has a harder time shifting his performance-optimized brain back into learning mode.
All of this is implicit learning. You have something you want to learn, and you are essentially trying stuff. Initially it is random. But over time, the things that work eventually overpower the things that do not. This is also how machine learning algorithms work (not surprisingly).
What does this have to do with prediction?
Destin’s brain is running a series of initially random trials and comparing the result of each with the desired result. The line between a “desired result” and a “predicted result” can be kind of blurry in this type of learning. But what is critical here is to understand that learning cannot take place without some baseline to compare the actual result against. There must be a gap of some kind between the outcome we want and what we got. Without that gap, we are simply reinforcing the status-quo.
The weakness with implicit learning is it can reinforce behaviors and beliefs that correlate with a result without actually causing it. We aren’t actually testing whether our actions caused the outcome. We are just repeating those actions that have been followed by the outcome we wanted whether that is by causation or coincidence.
In the case of something like learning to ride a bicycle, that is generally OK. We may learn things that are unnecessary to stay upright on the bicycle1, but we will learn the things that are required.
In athletics, once the basics are in place, coaches can help shift this learning from implicit to explicit by having you practice specific things with specific objectives.
Moving from Implicit to Explicit
Bluntly, the vast majority of organizations are engaged in implicit, not explicit, learning. They repeat whatever has worked in the past without necessary examining why it worked, or if “now” even is similar to “the past.”
These are organizations that operate on “instinct” and “feel.” That actually more-or-less works as long as conditions are relatively stable. They may do things that are unnecessary but are also doing things that are required.
… Until conditions or requirements change.
When the organization has to accomplish something that is outside of their current domain of knowledge – beyond their knowledge threshold – those anecdotes break down. The narrative of cause-and-effect in our minds is no longer accurate.
That is when it is critical to step back, become deliberate, and ask “Where, exactly, are we tying to go?” and “What do we need to learn to get there?”
The alternative is “just trying stuff” and hoping, somewhere along the way, you get the outcome you want. The problem with that? You’re right back where you were – it works, but you don’t know why.
_______________
1Sometimes we develop beliefs that things we do can influence events that, in reality, we have no control over whatsoever. Once we develop those beliefs, we bias heavily to see evidence they are true, and exclude evidence that they are not true.




 Last year I nominated
Last year I nominated 






